1 设计说明书 一零件的分析 (一) 零件的作用 此轴承套是机械加工中常见的一种零件,在各类机器中应用很广泛,主要起支撑或导向作用
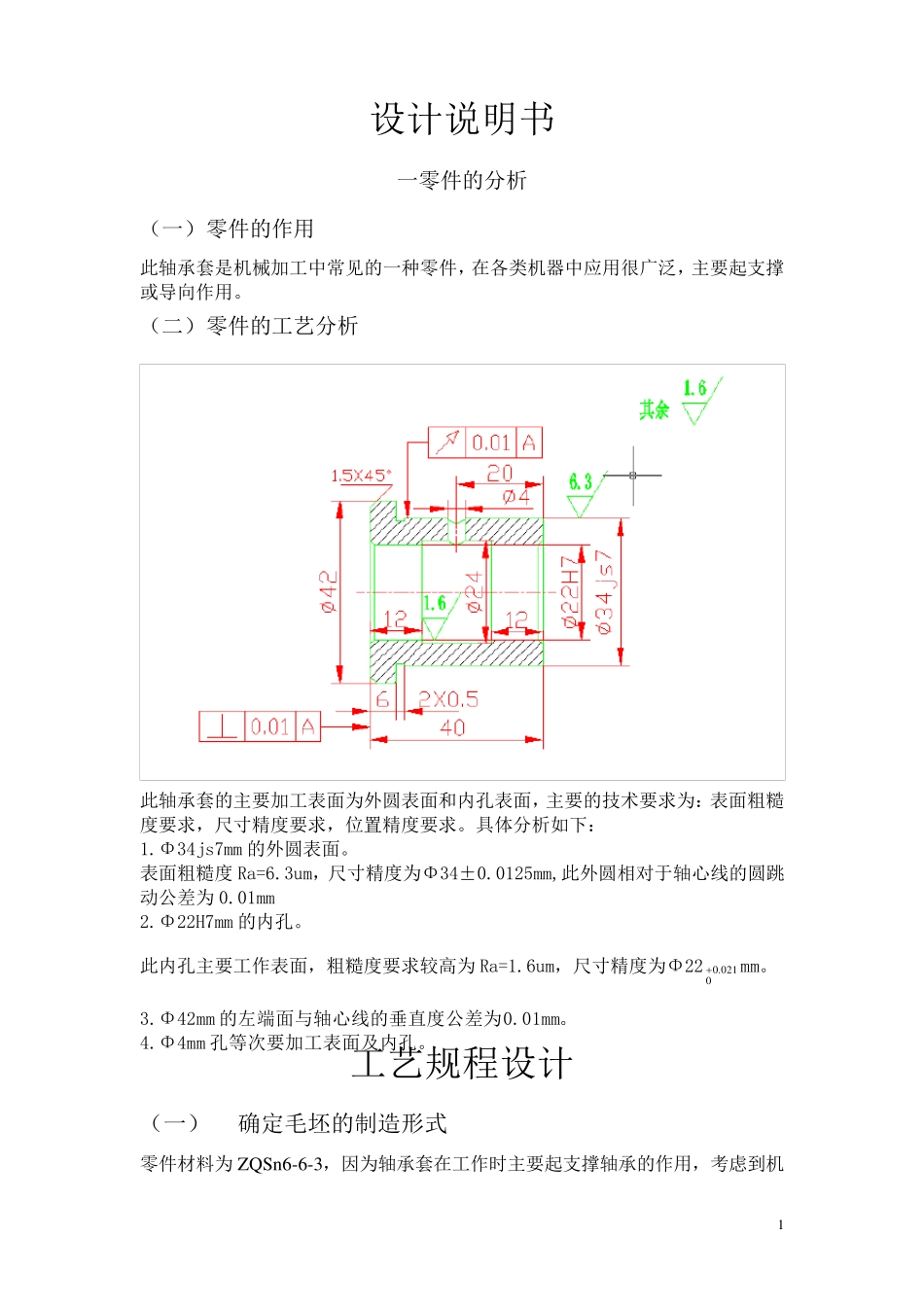
(二) 零件的工艺分析 此轴承套的主要加工表面为外圆表面和内孔表面,主要的技术要求为:表面粗糙度要求,尺寸精度要求,位置精度要求
具体分析如下: 1
Φ34js7mm 的外圆表面
表面粗糙度Ra=6
3um,尺寸精度为Φ34±0
0125mm,此外圆相对于轴心线的圆跳动公差为0
01mm 2
Φ22H7mm 的内孔
此内孔主要工作表面,粗糙度要求较高为Ra=1
6um,尺寸精度为Φ220021
Φ42mm 的左端面与轴心线的垂直度公差为0
Φ4mm 孔等次要加工表面及内孔
工艺规程设计 (一) 确定毛坯的制造形式 零件材料为ZQSn6-6-3,因为轴承套在工作时主要起支撑轴承的作用,考虑到机 2 器工作的连续性要求及零件的粗糙度、尺寸精度要求较高,所以选用热轧圆棒料作为毛坯
(二) 基准的选择 1
粗基准的选择 对于这种一般的零件而言,选择毛坯外圆作为粗基准即可
精基准的选择 精基准的选择是相对于粗基准而言的
对于此轴承套精基准的选择主要考虑到左端面与轴心线的垂直度要求、Φ34js7mm 的外圆与轴心线的圆跳动要求以及外圆和内孔的尺寸精度要求
所以在加工外圆时用左端面和内孔作为精基准,用心轴定位,两顶尖装夹即可
加工内孔时用已加工过的外圆表面作为精基准即可保证内孔的尺寸精度要求
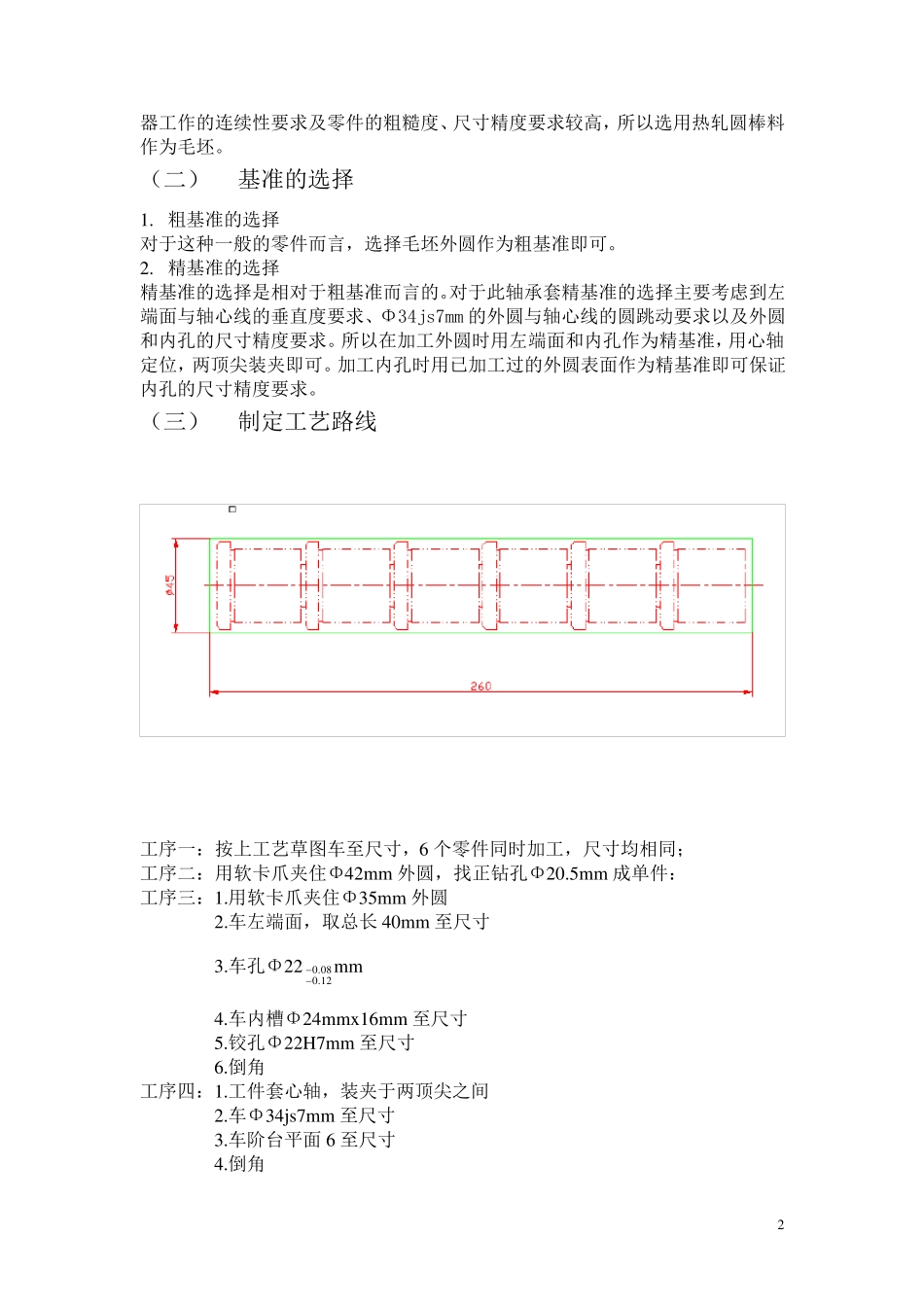
(三) 制定工艺路线 工序一:按上工艺草图车至尺寸,6 个零件同时加工,尺寸均相同; 工序二:用软卡爪夹住Φ42mm 外圆,找正钻孔Φ20
5mm 成单件: 工序三:1
用软卡爪夹住Φ35mm 外圆 2
车左端面,取总长 40mm 至尺寸 3
车孔Φ2212
0mm 4
车内槽Φ24mmx16mm 至尺寸