过程控制与自动化仪表 ·396· ·396· 1
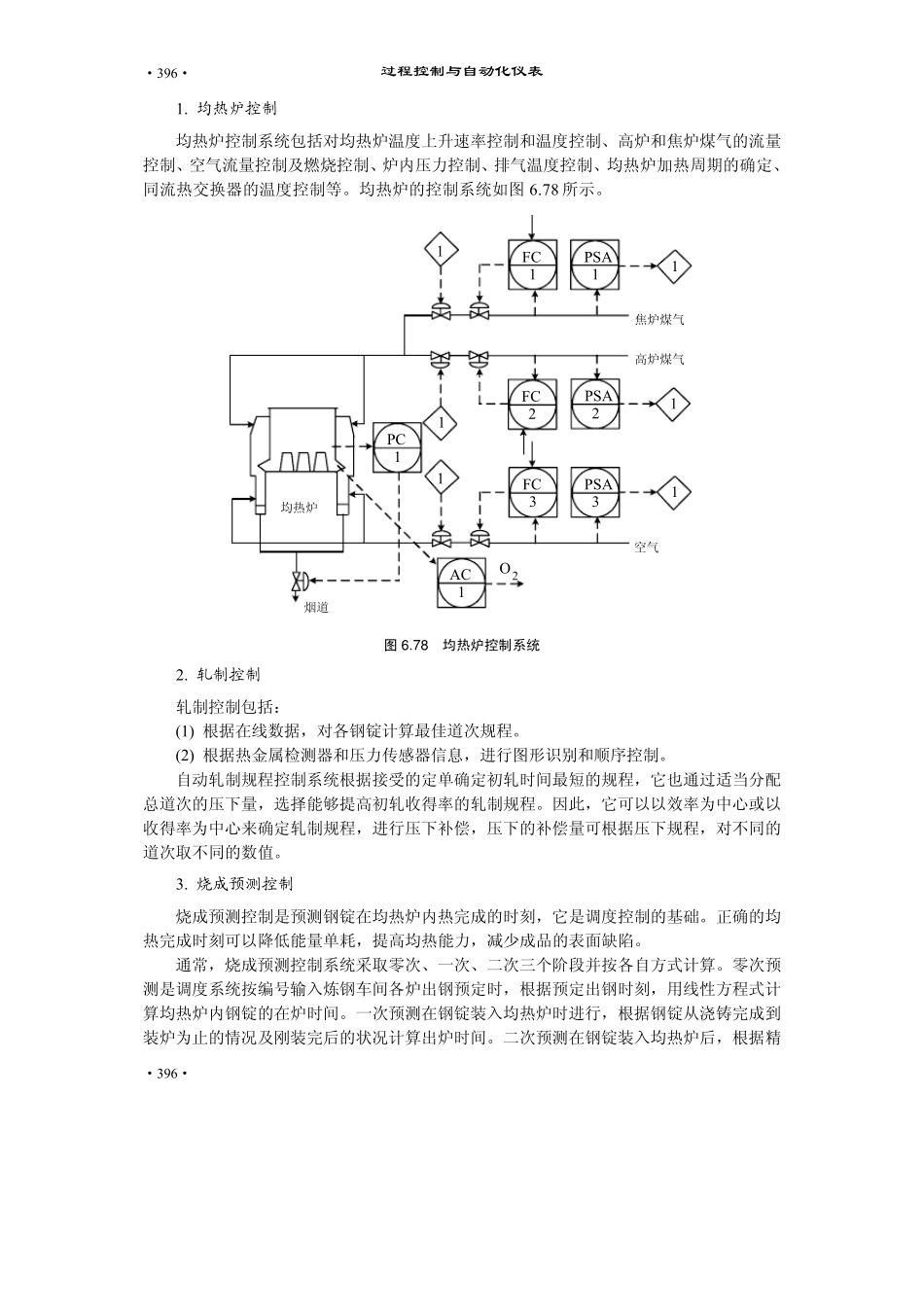
均热炉控制 均热炉控制系统包括对均热炉温度上升速率控制和温度控制、高炉和焦炉煤气的流量控制、空气流量控制及燃烧控制、炉内压力控制、排气温度控制、均热炉加热周期的确定、同流热交换器的温度控制等
均热炉的控制系统如图 6
FCPSA11FC2PSA2AC11FCPSA3311111PC1焦炉煤气高炉煤气空气烟道均热炉2O 图6
7 8 均热炉控制系统 2
轧制控制 轧制控制包括: (1) 根据在线数据,对各钢锭计算最佳道次规程
(2) 根据热金属检测器和压力传感器信息,进行图形识别和顺序控制
自动轧制规程控制系统根据接受的定单确定初轧时间最短的规程,它也通过适当分配总道次的压下量,选择能够提高初轧收得率的轧制规程
因此,它可以以效率为中心或以收得率为中心来确定轧制规程,进行压下补偿,压下的补偿量可根据压下规程,对不同的道次取不同的数值
烧成预测控制 烧成预测控制是预测钢锭在均热炉内热完成的时刻,它是调度控制的基础
正确的均热完成时刻可以降低能量单耗,提高均热能力,减少成品的表面缺陷
通常,烧成预测控制系统采取零次、一次、二次三个阶段并按各自方式计算
零次预测是调度系统按编号输入炼钢车间各炉出钢预定时,根据预定出钢时刻,用线性方程式计算均热炉内钢锭的在炉时间
一次预测在钢锭装入均热炉时进行,根据钢锭从浇铸完成到装炉为止的情况及刚装完后的状况计算出炉时间
二次预测在钢锭装入均热炉后,根据精第6 章 过程控制系统的应用实例 ·397··397·确的数学模型,定时计算一次,用动态的燃料流量、炉壁温度、钢锭规格和装入量等计算温度分布、判断出炉时间
数学模型大多数采用均热炉自动燃烧控制时燃料流量的指数函数构成的数学模型
钢锭内部温度分别根据钢锭动态吸热量、钢锭吸热量,对热平衡方进行在线模型修正
其中,钢锭吸