下载后可任意编辑第五章 手工电弧焊焊接工艺适用范围:本工艺适用于钢结构制作与安装手工电弧焊焊接工艺
工艺规定了一般低碳钢、普通低合金钢的手工电弧焊的基本要求
凡各工程的工艺中无特别要求的结构件的手工电弧焊均应按本工艺规定执行
第一节 材料要求5
1 钢材应按施工图的要求选用,其性能和质量必须符合国家标准和行业标准的规定,并应具有质量证明书或检验报告
假如用其它钢材和焊材代换时,须经设计单位同意,并按相应工艺文件施焊
2 焊条选用原则1
符合使用要求,焊缝金属的性能要符合使用要求(达到设计要求),一般要求焊缝金属的力学性能,包括抗拉强度,塑性和冲击韧性达到母材金属标准规定的性能指标的下限值
尽量降低成本,尽量选用生产率高成本低的焊条,即“低成本”原则
结构钢焊条的选择1)根据母材的抗拉强度,根据“等强”原则选择抗拉强度级别相同的焊条
由于熔敷金属的抗拉强度比焊条牌号的名义强度高不少,在焊接高强钢时因母材熔入影响,焊缝金属实际抗拉强度比焊条牌号的名义强度高得多
因此,可以选用抗拉强度低一等级的焊条使焊缝金属与母材实际等强
2)对于易裂的母材或结构(碳当量较高或工作厚度大、结构刚性大、施焊环境温度低),对于塑性、韧性要求高的重要结构,应选用塑性韧性好、含氢量低及抗裂性能好的碱性焊条(即低氢焊条)
最好选用高韧性、超低氢焊条,以提高接头的抗冷裂性能
3)对于管道焊接、立向下焊接、底层焊缝、盖面焊缝等,最好相应选用管道焊接专用焊条、立向下焊条、底层焊条和盖面焊条等
4)应选用碱性焊条(即低氢焊条)而无直流焊接电源时,可选用低氢钾型焊条
5)对于接头由不同强度的钢材组成,则按强度较低的钢材选用焊条
6)大型结构,可选用熔敷速度较高的铁粉焊条
铸铁焊条的选择根据铸铁种类、工件的使用要求和加工要求等,选择符合要求的成本低的铸铁焊条
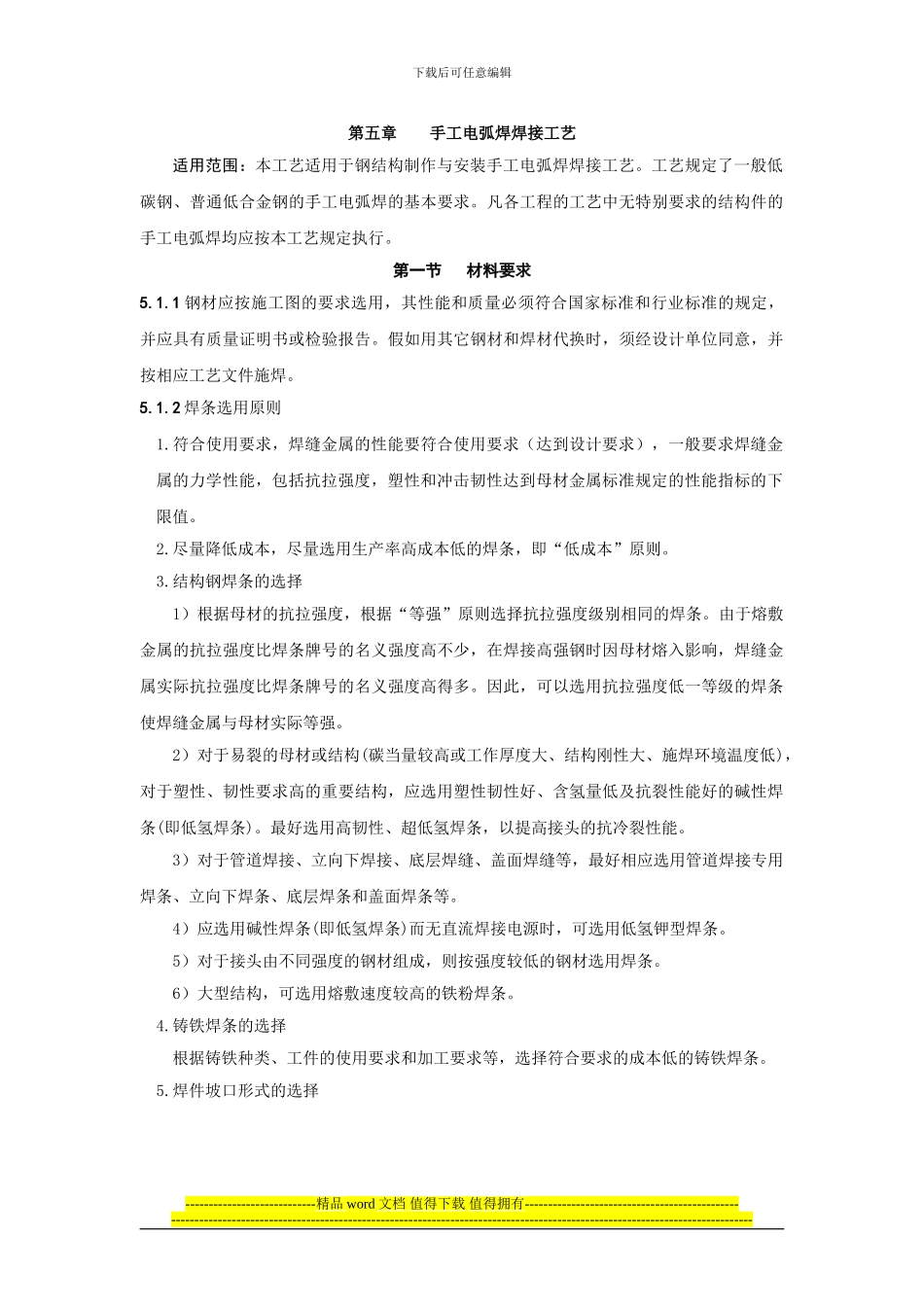
焊件坡口形式的选择-----