金工实习第九章线切割加工工程训练中心目录9
1数控电火花线切割加工原理9
2数控电火花线切割加工的特点及其适用范围9
3数控电火花线切割机床的分类9
1高速走丝线切割机床9
2低速走丝线切割机床9
4数控电火花线切割机床的组成9
5数控电火花线切割的编程9
1数控电火花线切割手工编程9
2数控电火花线切割自动编程进入进入进入进入进入下一页9
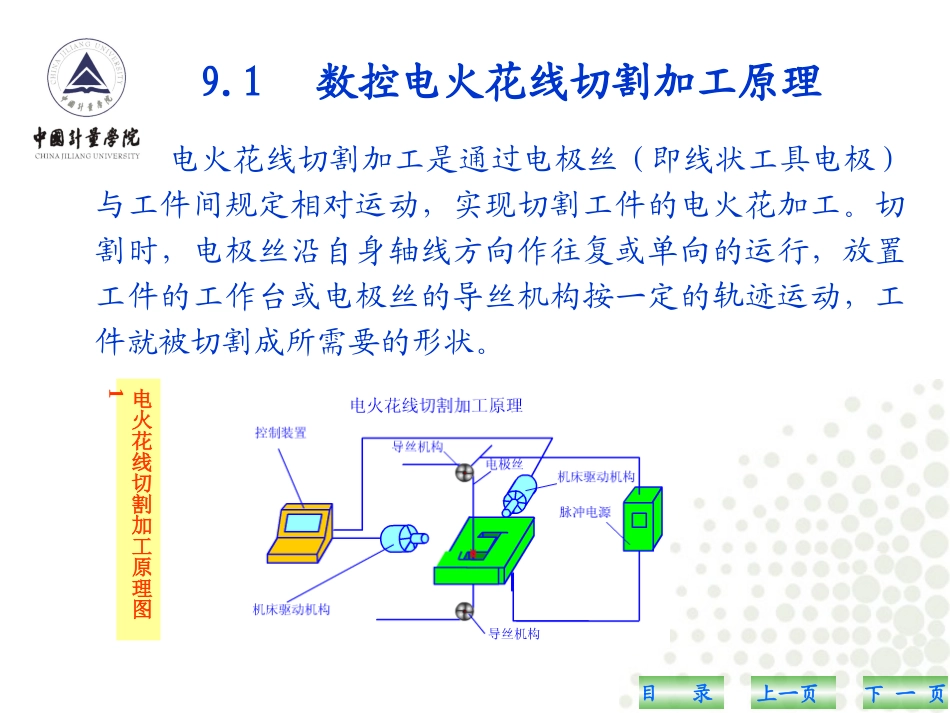
1数控电火花线切割加工原理电火花线切割加工是通过电极丝(即线状工具电极)与工件间规定相对运动,实现切割工件的电火花加工
切割时,电极丝沿自身轴线方向作往复或单向的运行,放置工件的工作台或电极丝的导丝机构按一定的轨迹运动,工件就被切割成所需要的形状
电火花线切割加工原理图1上一页目录下一页9
1数控电火花线切割加工原理电火花线切割时电极丝接脉冲电源的负极,工件接脉冲电源的正极
当来一个电脉冲时,在电极丝和工件之间产生一次火花放电,在放电通道的中心温度瞬时可高达100000C以上,高温使工件金属熔化,甚至有少量气化,高温也使电极丝和工件之间的工作液部分产生气化,这些气化后的工作液和金属蒸汽瞬间迅速热膨胀,并具有爆炸的特性
这种热膨胀和局部微爆炸,抛出熔化和气化了的金属材料而实现对工件材料进行电蚀切割加工
上一页目录下一页返回9
2数控电火花线切割加工的特点及其适用范围9
1数控电火花线切割加工的特点1、不像电火花成形加工那样制造特定形状的工具电极,而是采用直径不等的细金属丝(铜丝或钼丝等)作工具电极,因此切割用的刀具简单,大大降低生产准备工时;2、利用计算机辅助制图自动编程软件,可方便地加工复杂形状的直纹表面;3、电极丝直径较细(Φ0
025~Φ0
3mm),切缝很窄,这样不仅有利于材料的利用,而且适合加工细小零件;上一页目录下一页9
2数控电火花线切割加工的特点及其适用范围9
1数控电火花线切割加工的特点4、电极丝