逐点比较法的概念基本原理及特点 早期数控机床广泛采用的方法,又称代数法、醉步伐,适 用于开环系统
插补原理及特点 原理:每次仅向一个坐标轴输出一个进给脉冲,而每走一步都要通过偏差函数计算,判断偏差点的瞬时坐标同规定加工轨迹之间的偏差,然后决定下一步的进给方向
每个插补循环由偏差判别、进给、偏差函数计算和终点判别四个步骤组成
逐点比较法可以实现直线插补、圆弧插补及其它曲安插补
特点:运算直观,插补误差不大于一个脉冲当量,脉冲输出均匀,调节方便
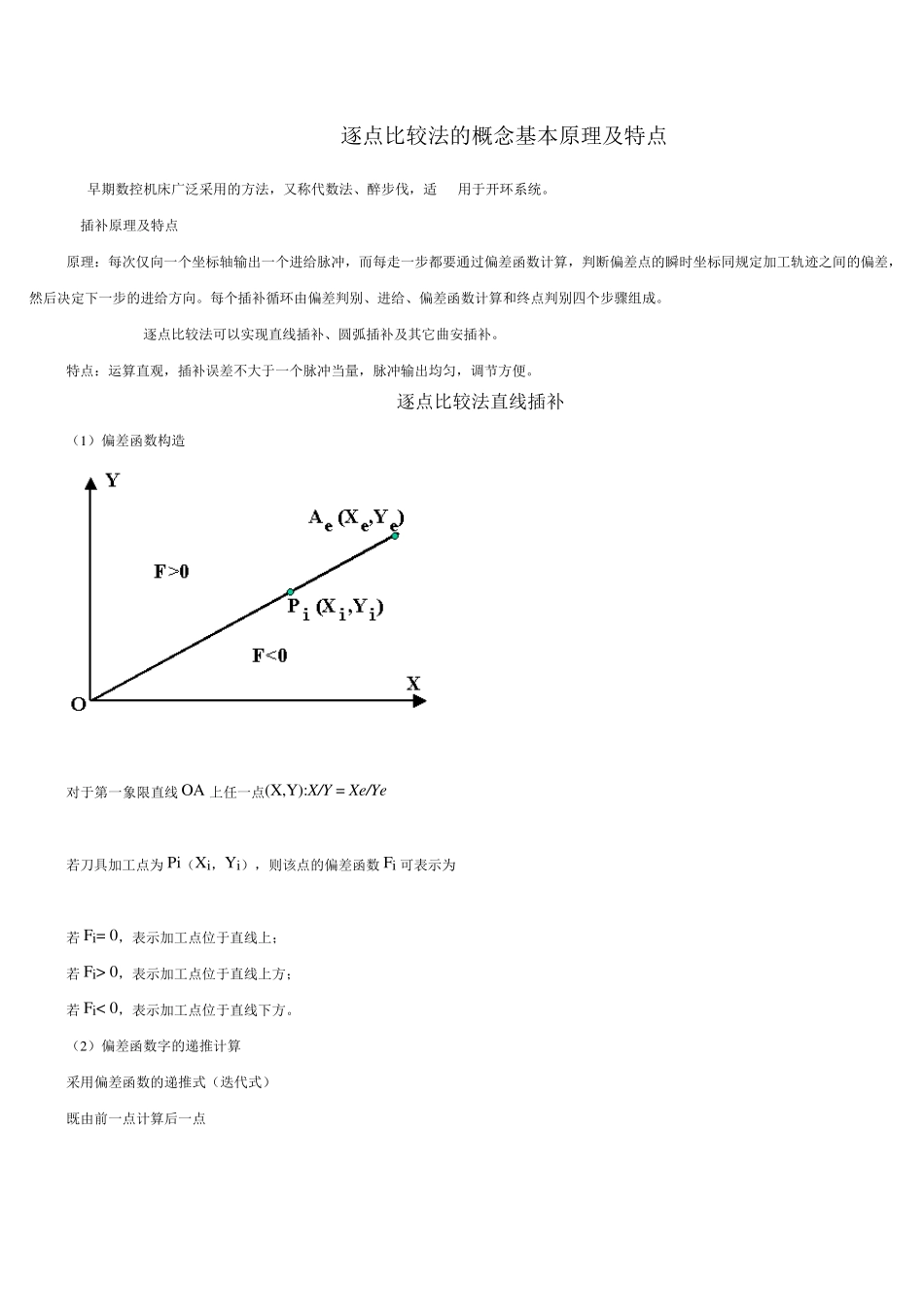
逐点比较法直线插补 (1)偏差函数构造 对于第一象限直线 OA 上任一点(X,Y):X/Y = Xe/Ye 若刀具加工点为 Pi(Xi,Yi),则该点的偏差函数Fi可表示为 若 Fi= 0,表示加工点位于直线上; 若 Fi> 0,表示加工点位于直线上方; 若 Fi< 0,表示加工点位于直线下方
(2)偏差函数字的递推计算 采用偏差函数的递推式(迭代式) 既由前一点计算后一点 Fi =Yi Xe -XiYe 若Fi>=0,规定向 +X 方向走一步 Xi+1 = Xi +1 Fi+1 = XeYi –Ye(Xi +1)=Fi –Ye 若Fi0,表示加工点位于圆外; 若Fi