§2—1 逐点比较法 逐点比较法是我国数控机床中广泛采用的一种插补方法,它能实现直线、圆弧和非圆二次曲线的插补,插补精度较高
逐点比较法,顾名思义,就是每走一步都要将加工点的瞬时坐标同规定的图形轨迹相比较,判断其偏差,然后决定下一步的走向,如果加工点走到图形外面去了,那么下一步就要向图形里面走;如果加工点在图形里面,那么下一步就要向图形外面走,以缩小偏差
这样就能得出一个非常接近规定图形的轨迹,最大偏差不超过一个脉冲当量
在逐点比较法中,每进给一步都须要进行偏差判别、坐标进给、新偏差计算和终点比较四个节拍
下面分别介绍逐点比较法直线插补和圆弧插补的原理
一、 逐点比较法直线插补 如上所述,偏差计算是逐点比较法关键的一步
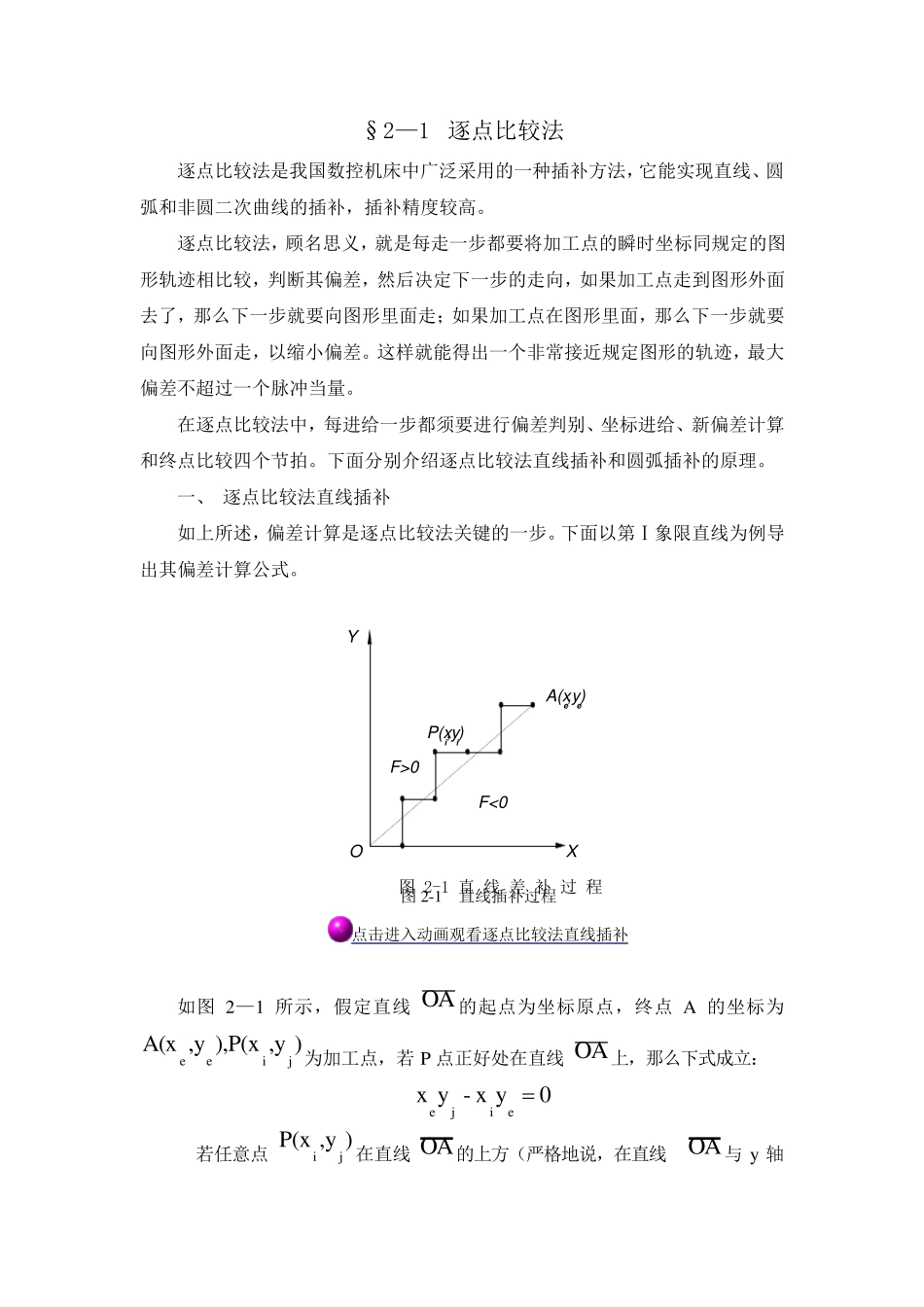
下面以第Ⅰ象限直线为例导出其偏差计算公式
图 2-1 直 线 差 补 过 程A(xe,ye)P(xi,yi)F>0F0 时,点 ijP(x ,y )落在直线的上方; 当 ijF 0)时,应该向+x 方向发一个脉冲,使机床刀具向+x 方向前进一步,以接近该直线;当点P 在直线下方(即 ijF 0 和 ijF =0 归于一类,即 ijF ≥0
这样从坐标原点开始,走一步,算一次,判别 ijF ,再趋向直线,逐点接近直线 OA,步步前进
当两个方向所走的步数和终点坐标 A( eex ,y)值相等时,发出终点到达信号,