- 1 - 一、备料工艺守则 一、总则 1 、本守则为产品制造的备料工序所制订
2 、本守则与产品图纸、工艺文件同时实施
3 、本守则之规定如低于产品图纸要求时,以图纸为准
二、钢材 1 、所有钢材全部必须经检验入库,不得任意用料
2 、钢材规格、材质均应符合图纸要求
3 、材料代用应具有由采购部门办理申请,经设计、工艺和材料责任工程师同意的手续方可使用
4 、钢材的表面、断面不允许有肉眼可见的裂纹、摺痕、气孔、夹渣、分层等缺陷,发现这种材料,应与检验、技术和材料责任工程师会同研究后决定弃用
5 、受控受压元件材料下料前需移植材料标记钢印,并经检验员确定
三、准备 1 、熟悉图纸、工艺文件及技术条件
2 、分别编制对应产品的气割、剪板、冲、锯的落料清单
3 、检查直尺、角尺、卷尺的正确性及工夹模具的完好性
四、划线落料 1 、对批量较大的零件下料,尽量采用样板,其样板的制造应考虑到其结构在焊制完成后的收缩量,其大小按工艺要求
2 、结构件的装配间隙,在设计图中不作表示,但在制作样板或划线时,应予考虑,其间隙允许为 1 ~1
3 、划线应该在平台或平板工作台上进行,以利于划线的正确性
4 、对复杂零件的划线应标出检查线、中心线、弯曲线并标明接头处的字母或箭头
5 、划线偏差: ⑴ 钻孔中心线的偏差:≤±0
⑵ 长或宽的偏差:≤±1 ㎜
⑶ 对角线的偏差:±2 ㎜
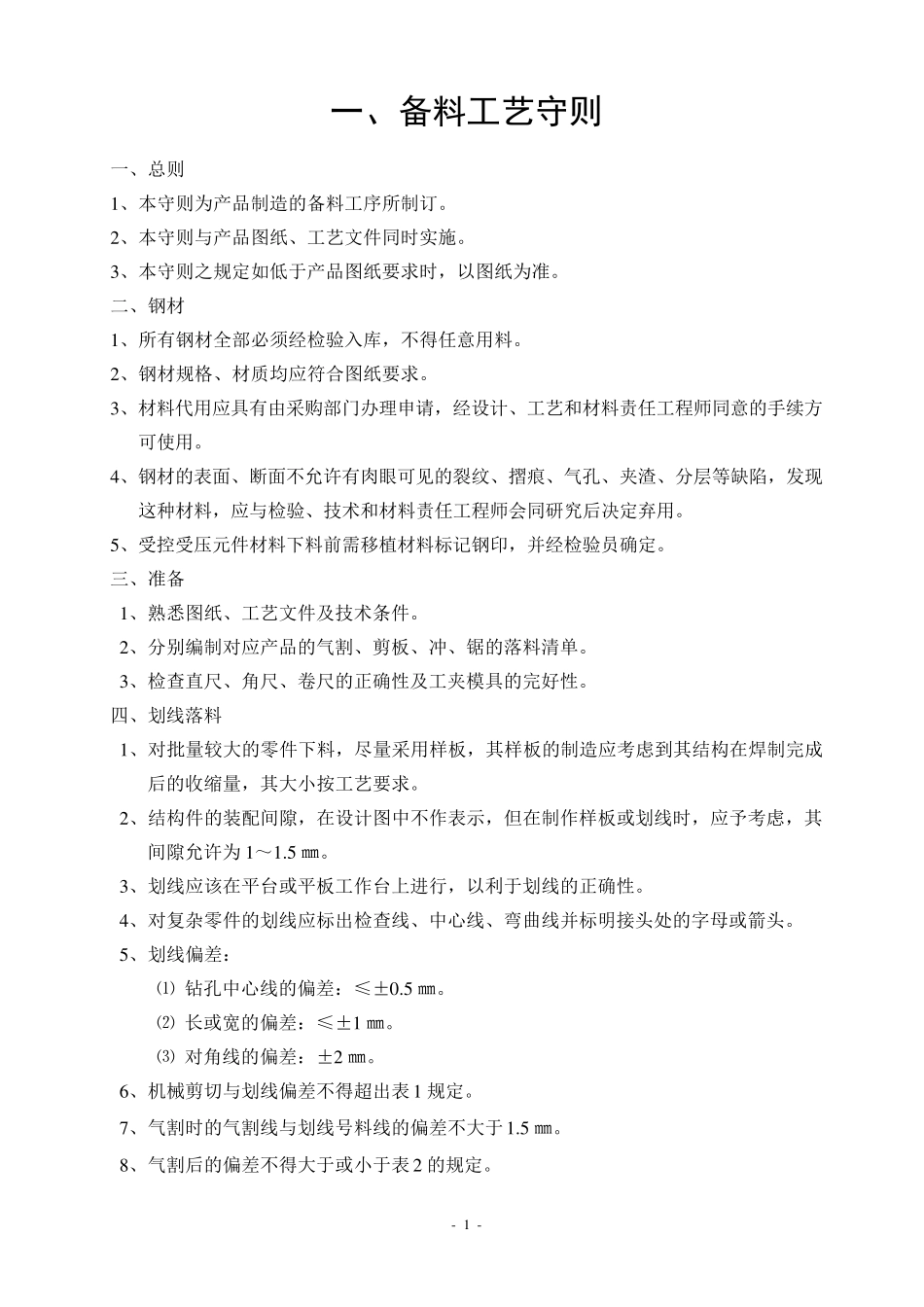
6 、机械剪切与划线偏差不得超出表 1 规定
7 、气割时的气割线与划线号料线的偏差不大于1
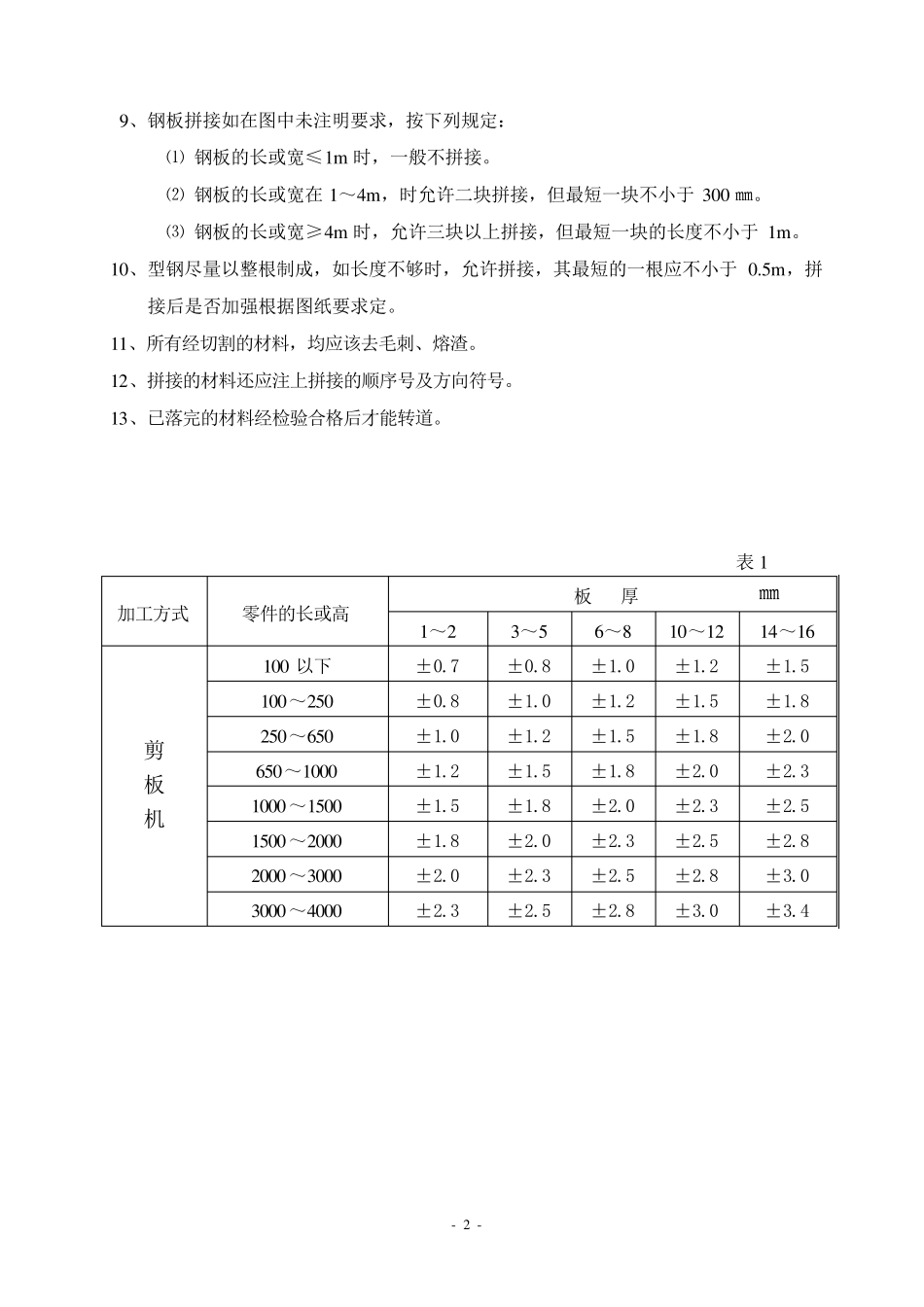
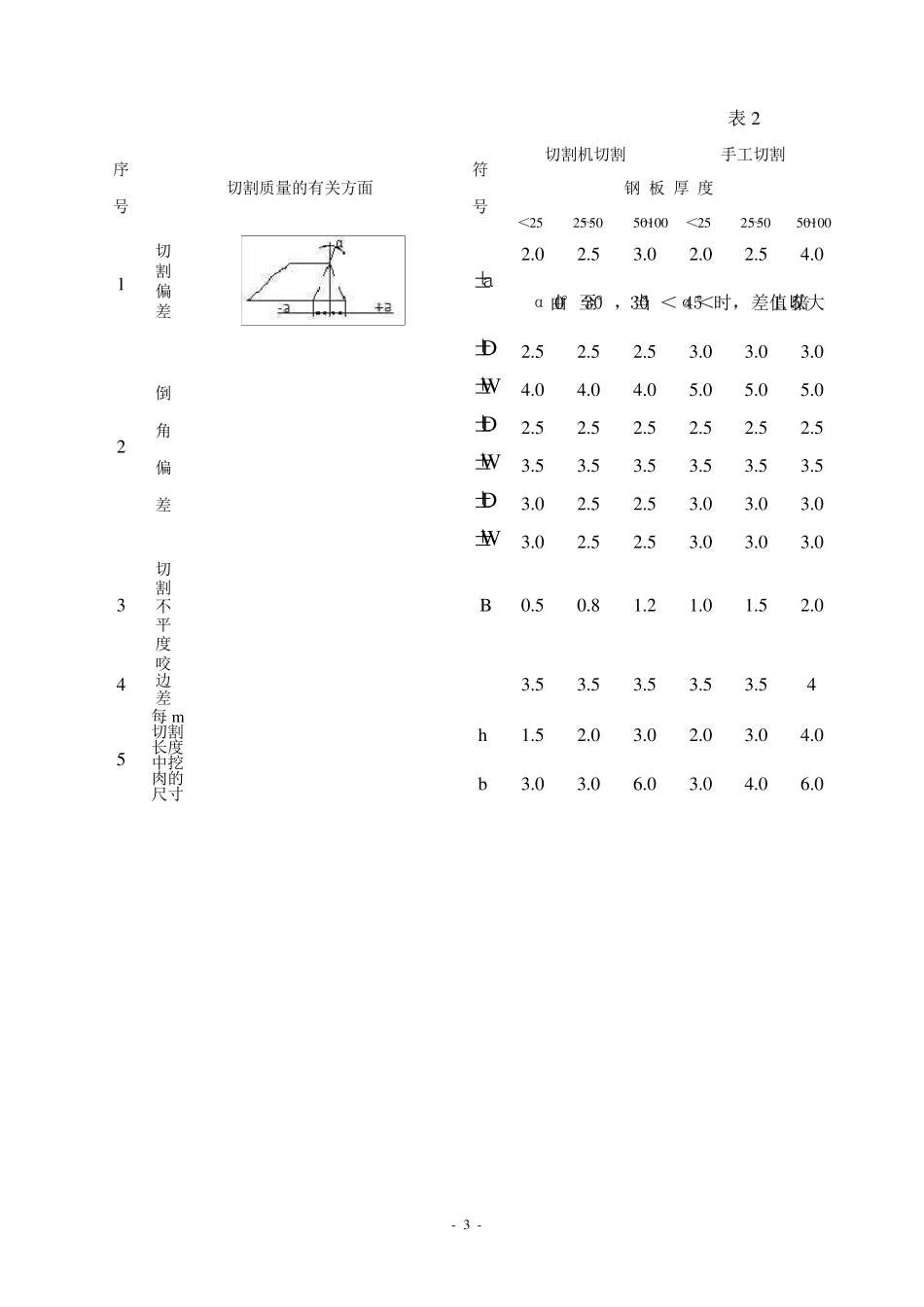
8 、气割后的偏差不得大于或小于表 2 的规定
- 2 - 9、钢板拼接如在图中未注明要求,按下列规定: ⑴ 钢板的长或宽≤1m 时,一般不拼接
⑵ 钢板的长或宽在1~4m ,时允许二块拼接,但最短一块不小于300 ㎜
⑶ 钢板的长或宽≥4m 时,允