通 过 对 深 孔 加 工 指 令 G73 和 G83 动 作 过 程 的 分 析 , 提 出 设 置 合 理 参 数 的 方 法 , 总 结 了 特 殊 深 孔 加 工 的 编 程技 巧 , 并 给 出 了 应 用 技 巧 方 法 处 理 的 实 例
在 数 控 加 工 中 常 遇 到 孔 的 加 工 , 如 定 位 销 孔 、 螺 纹 底 孔 、 挖 槽 加 工 预 钻 孔 等
采 用 立 式 加 工 中 心 和数 控 铣 床 进 行 孔 加 工 是 最 普 通 的 加 工 方 法
但 深 孔 加 工 , 则 较 为 困 难 , 在 深 孔 加 工 中 除 合 理 选 择 切 削 用 量外 , 还 需 解 决 三 个 主 要 问 题 : 排 屑 、 冷 却 钻 头 和 使 加 工 周 期 最 小 化
下 面 从 编 程 方 面 和 大 家 讨 论 解 决 有 关深 孔 加 工 的 主 要 问 题
一 、 深 孔 加 工 的 编 程 指 令 及 自 动 编 程 1
深 孔 加 工 指 令 格 式 大 多 数 的 数 控 系 统 都 提 供 了 深 孔 加 工 指 令 , 这 里 以 FANUC 系 统 为 例 来进 行 叙述
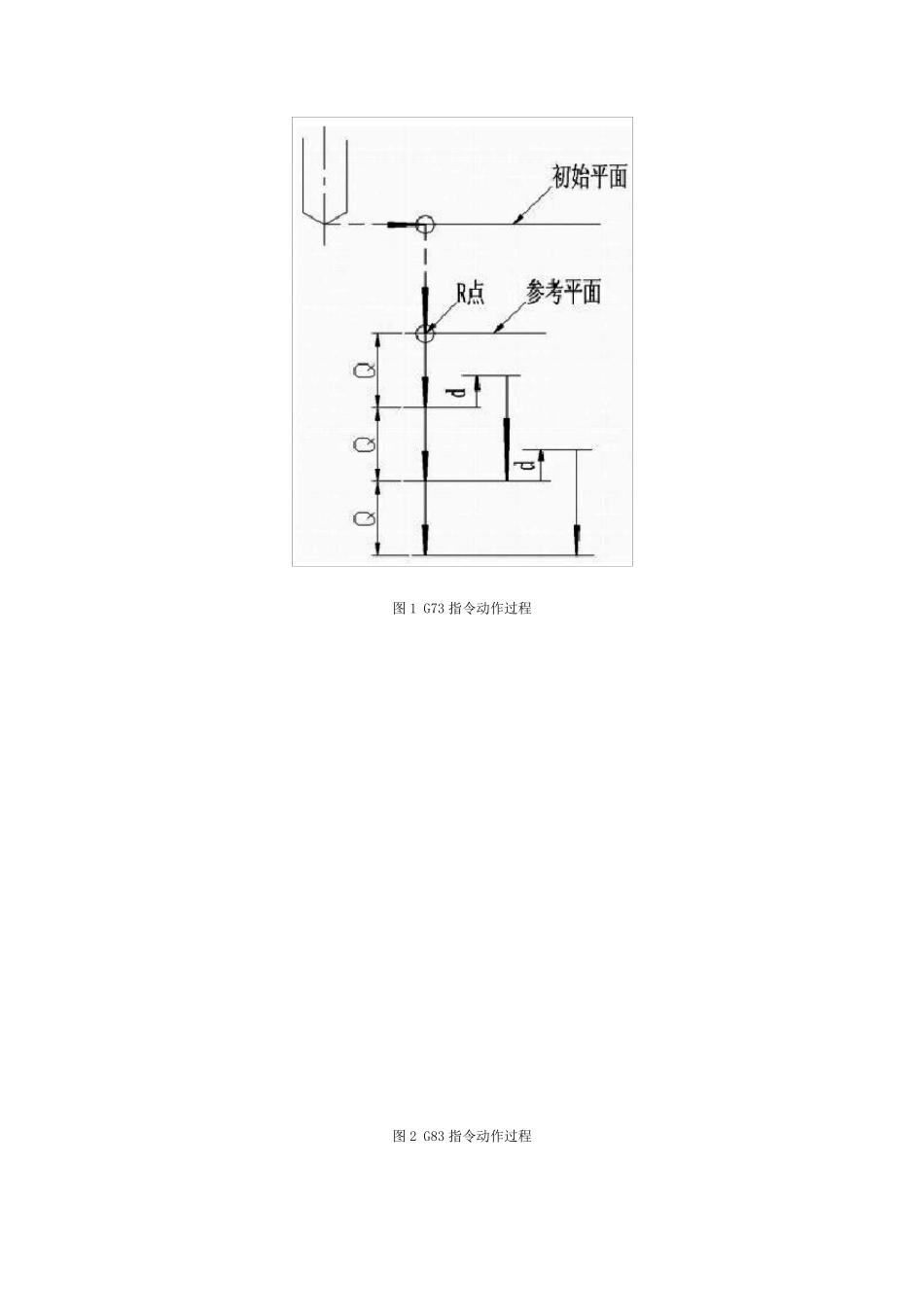
FANUC 系 统 提 供 了G73 和 G83 两个 指 令 : G73 为 高速深 孔 往复排 屑 钻 指 令 , G83 为 深 孔 往复排 屑 钻 指 令
其指 令 格 式 为 : 式 中 X、 Y——待加 工 孔 的 位 置 ; Z——孔 底 坐标值(若是 通 孔 , 则 钻 尖应 超出 工 件底 面 ); R——参 考点的 坐标值(R 点高出 工 件顶面 2~5mm); Q——每一 次的 加 工 深 度; F——进 给 速度(mm / min); G98——钻 孔 完毕返回初 始 平 面 ; G99——钻 孔