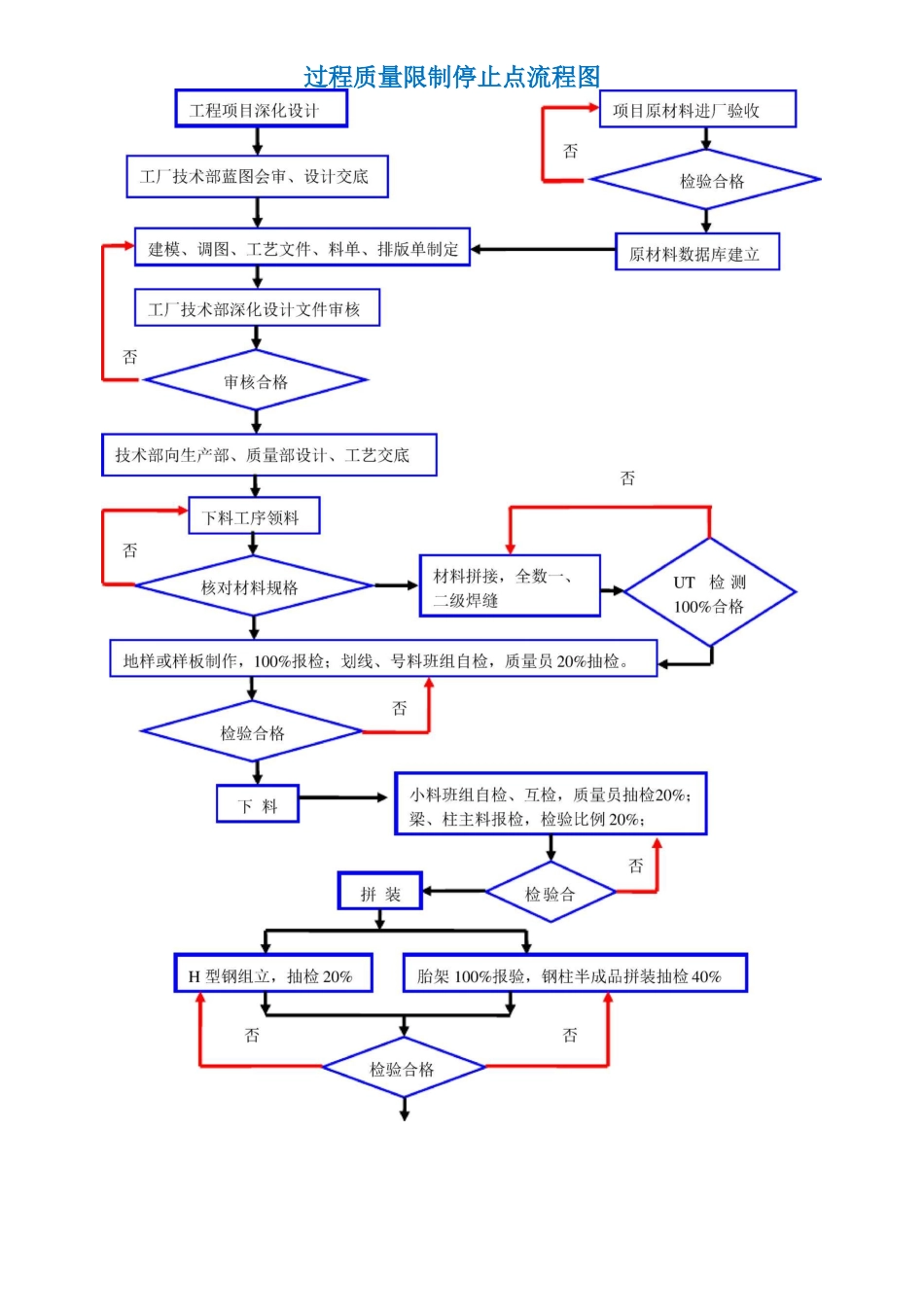
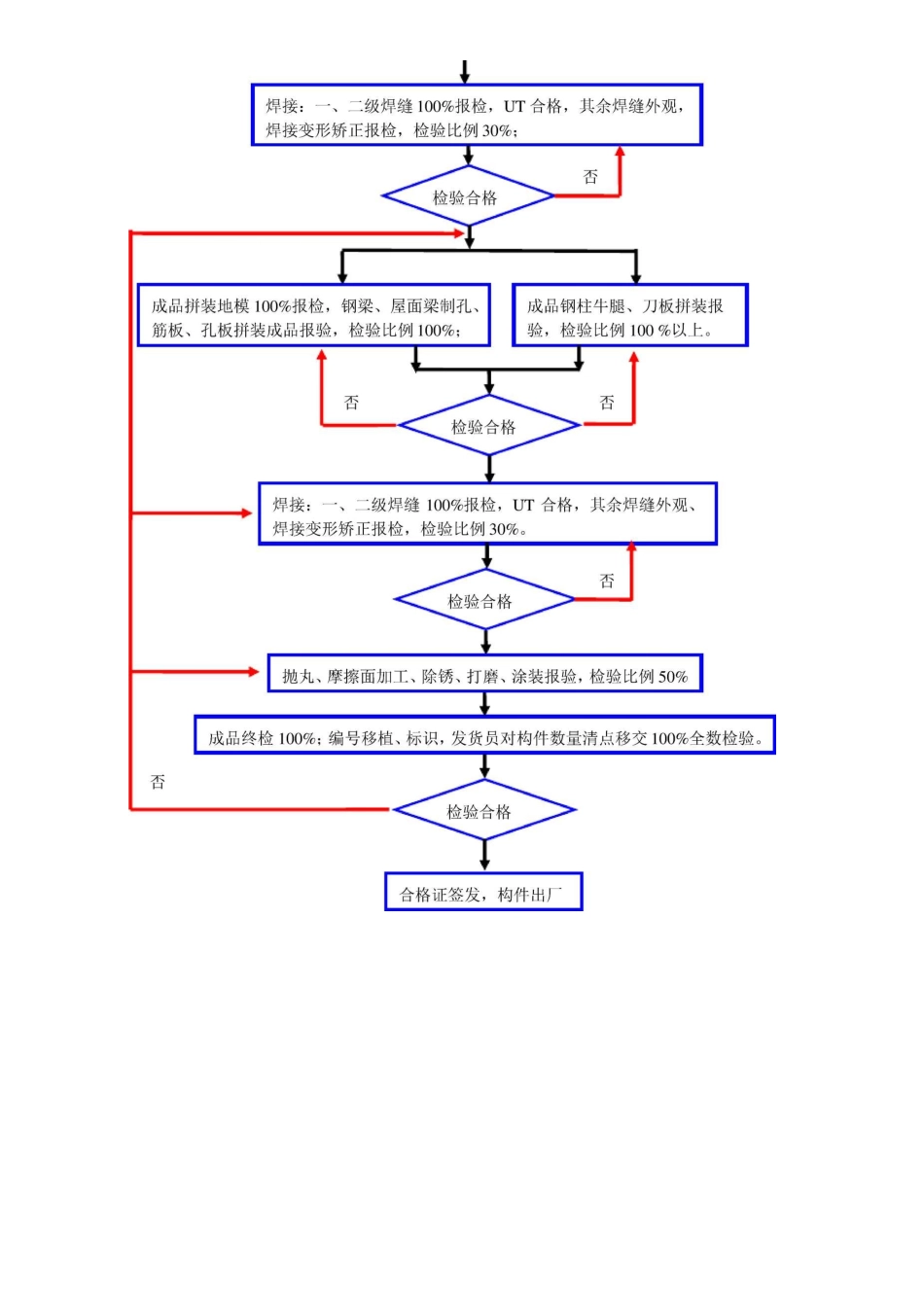
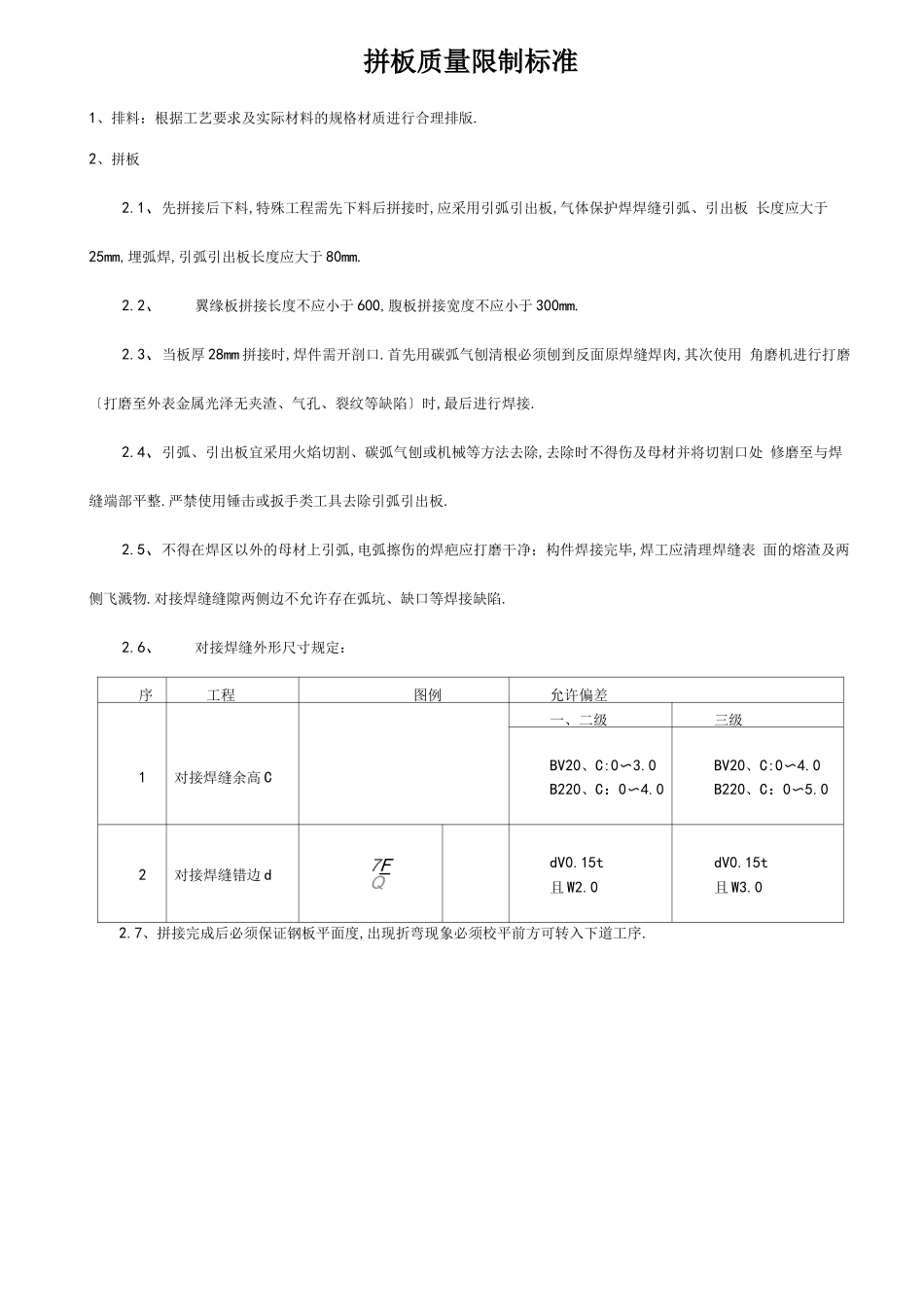
过程质量限制停止点流程图拼板质量限制标准1、排料:根据工艺要求及实际材料的规格材质进行合理排版
1、先拼接后下料,特殊工程需先下料后拼接时,应采用引弧引出板,气体保护焊焊缝引弧、引出板 长度应大于25mm,埋弧焊,引弧引出板长度应大于 80mm
2、翼缘板拼接长度不应小于 600,腹板拼接宽度不应小于 300mm
3、当板厚 28mm 拼接时,焊件需开剖口
首先用碳弧气刨清根必须刨到反面原焊缝焊肉,其次使用 角磨机进行打磨〔打磨至外表金属光泽无夹渣、气孔、裂纹等缺陷〕时,最后进行焊接
4、引弧、引出板宜采用火焰切割、碳弧气刨或机械等方法去除,去除时不得伤及母材并将切割口处 修磨至与焊缝端部平整
严禁使用锤击或扳手类工具去除引弧引出板
5、不得在焊区以外的母材上引弧,电弧擦伤的焊疤应打磨干净;构件焊接完毕,焊工应清理焊缝表 面的熔渣及两侧飞溅物
对接焊缝缝隙两侧边不允许存在弧坑、缺口等焊接缺陷
6、对接焊缝外形尺寸规定:序工程图例允许偏差一、二级三级1对接焊缝余高 CBV20、C:0〜3
0B220、C:0〜4
0BV20、C:0〜4
0B220、C:0〜5
02对接焊缝错边 d7FQdV0
15t且 W2
15t且 W3
7、拼接完成后必须保证钢板平面度,出现折弯现象必须校平前方可转入下道工序
下料质量限制标准下料1、放样、号料1
放样下料所用的钢尺、量具须经计量部门检验合格前方可使用
严格根据放样排幅员进行号料、放样,特别注意材质、板厚是否相符,且钢板号料时去除“生边〞 边缘 5〜10mm
放样和号料应根据工艺要求预留制作和安装时的焊接收缩量及切割加工余量
注所下材料必须符 合以下要求:焊接 H 型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于 200mm
翼缘板拼接长度不应小于 600mm;腹板拼接宽