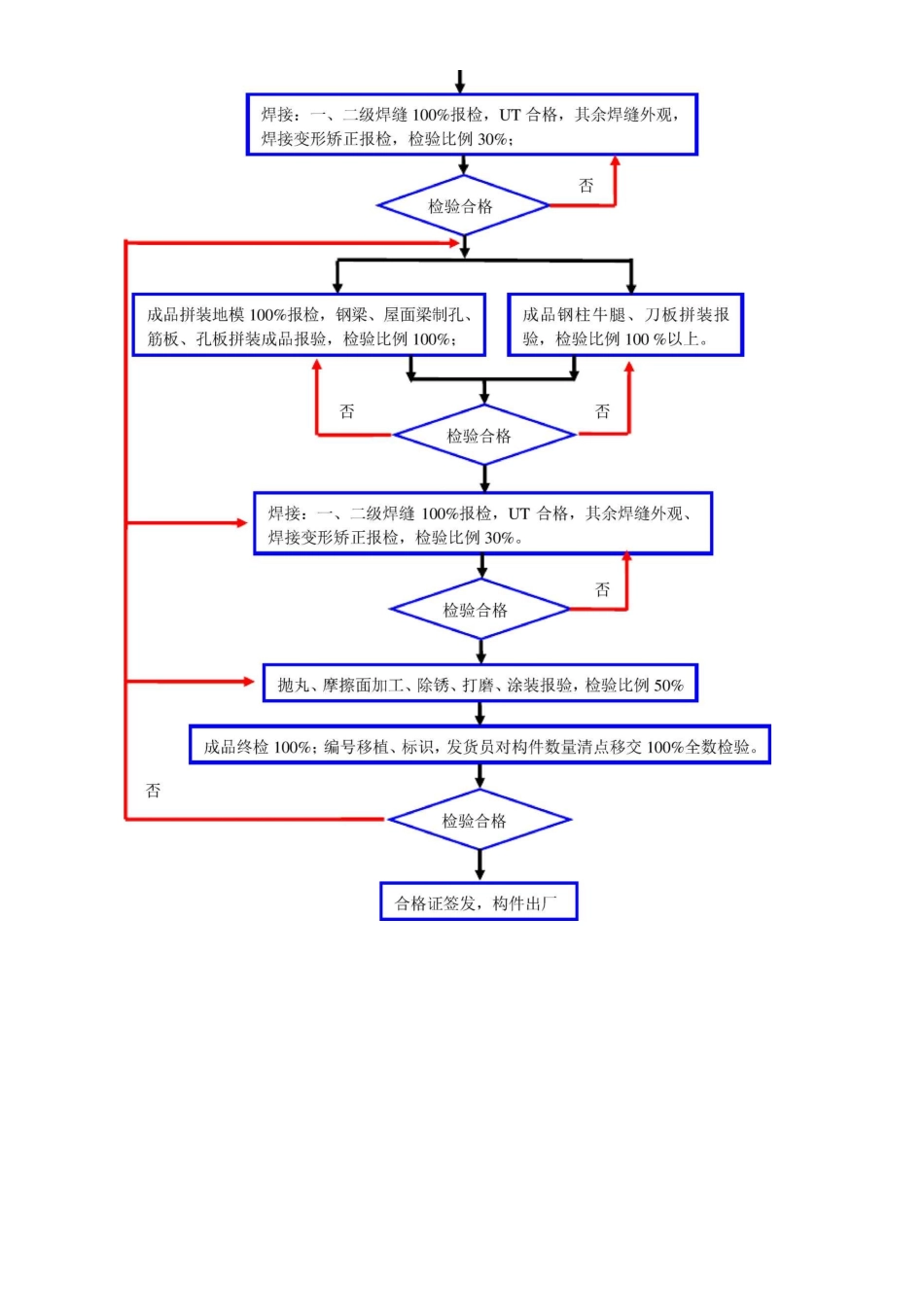
过程质量控制停止点流程图检验合格拼板质量控制标准下料质量控制标准组立质量控制标准1、检查、核对上道工序工件的质量和数量,不符合质量要求的应拒绝接收,更不得接续加工
1、组立时应严格按图纸及工艺进行组立,组立应对零件编号、规格、尺寸进行复查
2、H 型钢翼缘板与腹板的拼接焊缝应错开 200mm 以上,上下翼缘板不应在同一斷面,或按相关工艺要求
3、组立前须清理零部件的毛刺、飞边;腹板与翼板紧贴,最大间隙不大于 1mm;翼缘板拼接焊缝与腹板紧贴处应磨平以保证间隙要求
4、翼缘板与腹板端头应按图纸及工艺要求装配,腹板组装后不得扭曲
5、定位点焊部位应光滑、平整对称,不得有偏位、咬边等缺陷
定位点焊的长度和间距应满足:装配质量控制标准焊接工序质量控制标准1、焊工必须经考试合格并取得合格证书
持证焊工必须在其考试合格项目及其认可范围内施焊
2、焊条、焊丝、焊剂等焊接材料与母材相匹配,且严格按设计及施工工艺要求进行施焊
3、焊缝坡口内不得有氧化渣、铁锈、油污,定位焊药皮、坡口必须用电动钢丝刷清理干净,严禁在焊缝坡口间隙内填塞焊条头、钢筋、铁块;4、必须按焊接工艺要求施焊,不得随意改变焊接方法和焊接材料种类规格,构件两端必须加设引弧板
5、焊缝感观应达到:外形均匀,成型良好,焊道与焊道、焊道与基本金属间过渡平滑,焊渣和飞溅物清除干净,焊缝接头部位过度应平滑,收弧要饱满,无未封口现象(熔透部位焊完 24 小时后再进行报验 UT 检测)
7、坡口焊缝,背面清根必须彻底,其质量应达到一、二级焊缝探伤要求;并在施焊焊缝位置 50mm 处用油漆笔标识清楚操作人员
8、焊缝尺寸规定(mm)注:1
0mm 的角焊缝其局部焊脚尺寸允许低于设计要求值 1
0mm,但总长度不得超过焊缝长度 10%;2
焊接 H 形梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸