宁波宁微轴承有限公司工艺规程(装配车间)发放部门:发放日期:受控状态:2003 年 01 月 05 日发布2003 年 01 月 09 日实施宁波宁微轴承有限公司第 1 页共 12 页编号:WJS4・01-03-01 宁波宁微轴承有限公司装配工艺规程代替共 12 页第 1 页目录1
深沟球轴承内外圈配套 22
装浪形保持架 33
压浪形保持架 44•尼龙保持架 55
轴承退磁清洗 6〜76
防尘盖的装配 87
密封圈的装配 98
轴承的振动检查 109
成品轴承终检 1110
修订版次记录表 12第 2 页共 12 页宁波宁微轴承有限公司装配工艺规程编号:JS4・01-03-01代替:共 12 页第 2 页1
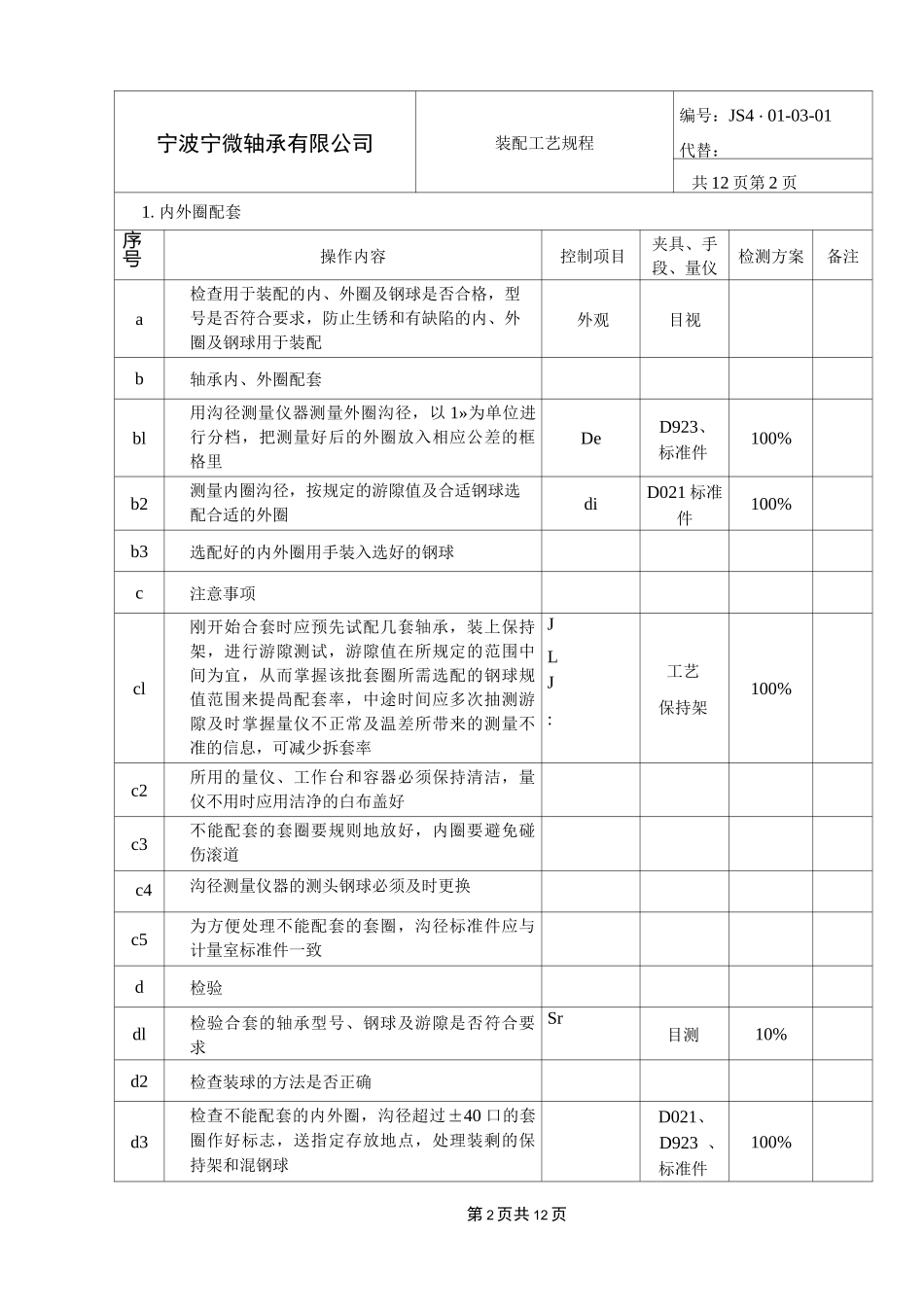
内外圈配套序号操作内容控制项目夹具、手段、量仪检测方案备注a检查用于装配的内、外圈及钢球是否合格,型号是否符合要求,防止生锈和有缺陷的内、外圈及钢球用于装配外观目视b轴承内、外圈配套bl用沟径测量仪器测量外圈沟径,以 1»为单位进行分档,把测量好后的外圈放入相应公差的框格里DeD923、标准件100%b2测量内圈沟径,按规定的游隙值及合适钢球选配合适的外圈diD021 标准件100%b3选配好的内外圈用手装入选好的钢球c注意事项cl刚开始合套时应预先试配几套轴承,装上保持架,进行游隙测试,游隙值在所规定的范围中间为宜,从而掌握该批套圈所需选配的钢球规值范围来提咼配套率,中途时间应多次抽测游隙及时掌握量仪不正常及温差所带来的测量不准的信息,可减少拆套率JLJ:工艺保持架100%c2所用的量仪、工作台和容器必须保持清洁,量仪不用时应用洁净的白布盖好c3不能配套的套圈要规则地放好,内圈要避免碰伤滚道c4沟径测量仪器的测头钢球必须及时更换c5为方便处理不能配套的套圈,沟径标准件应与计量室标准件一致d检验dl检验合套的轴承型号、钢球及游隙是否符合要求Sr目测10%d2检查装球