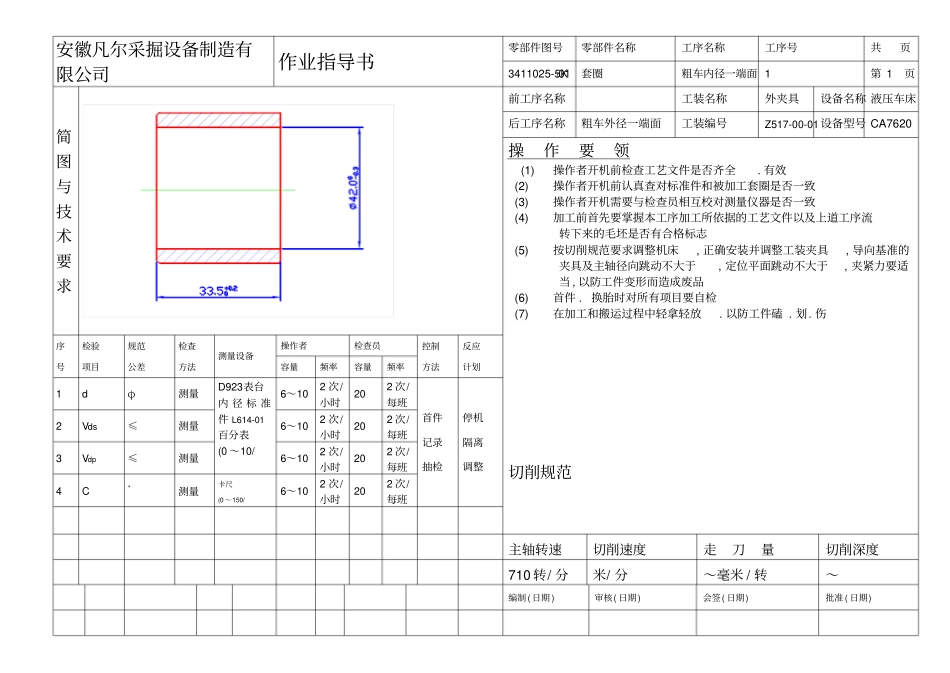
安徽凡尔采掘设备制造有限公司作业指导书零部件图号零部件名称工序名称工序号共页3411025-5K101套圈粗车内径
一端面 1第 1 页简图与技术要求前工序名称工装名称外夹具设备名称 液压车床后工序名称粗车外径一端面工装编号Z517-00-01 设备型号 CA7620操作要领(1) 操作者开机前检查工艺文件是否齐全
有效 (2) 操作者开机前认真查对标准件和被加工套圈是否一致 (3) 操作者开机需要与检查员相互校对测量仪器是否一致 (4) 加工前首先要掌握本工序加工所依据的工艺文件以及上道工序流转下来的毛坯是否有合格标志 (5) 按切削规范要求调整机床, 正确安装并调整工装夹具, 导向基准的夹具及主轴径向跳动不大于, 定位平面跳动不大于, 夹紧力要适当 , 以防工件变形而造成废品 (6) 首件
换胎时对所有项目要自检 (7) 在加工和搬运过程中轻拿轻放
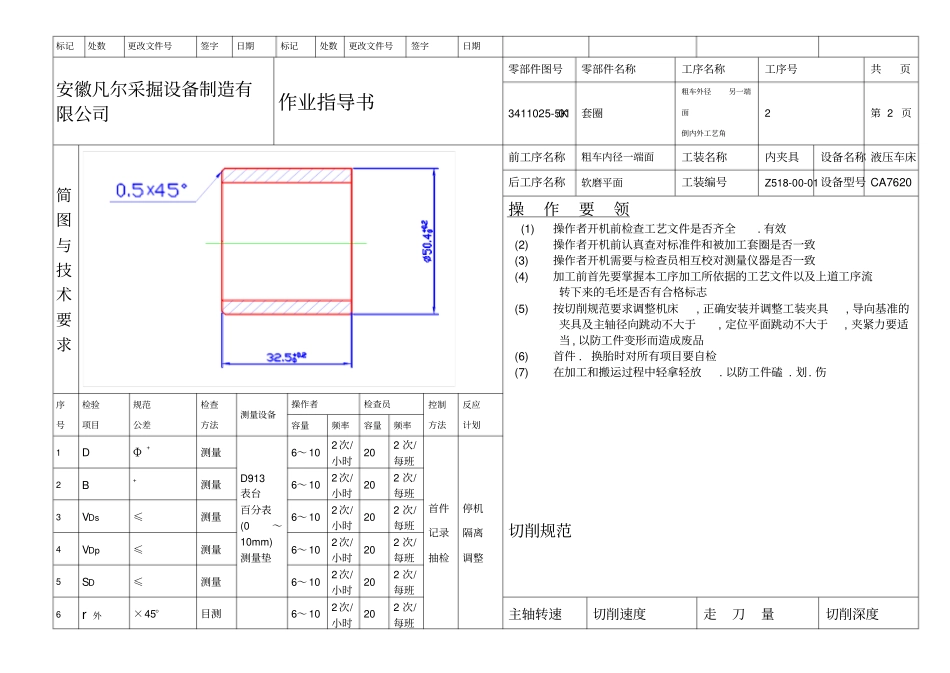
伤切削规范序号检验项目规范公差检查方法测量设备操作者检查员控制方法反应计划容量频率容量频率1dφ测量D923表台内 径 标 准件 L614-01百分表(0 ~10/6~102 次/小时202 次/每班首件记录抽检停机隔离调整2Vds≤测量6~102 次/小时202 次/每班3Vdp≤测量6~102 次/小时202 次/每班4C+测量卡尺(0 ~ 150/6~102 次/小时202 次/每班主轴转速切削速度走刀量切削深度710 转/ 分米/ 分~毫米 / 转~编制 ( 日期 )审核( 日期 )会签( 日期)批准 ( 日期)标记处数更改文件号签字日期标记处数更改文件号签字日期安徽凡尔采掘设备制造有限公司作业指导书零部件图号零部件名称工序名称工序号共页3411025-5K101套圈粗车外径另一端面倒内外工艺角2第 2 页简图与技术要求前工序名称粗车内径一端面工装名称内夹具设备名称 液压车床后工序名称