铸件焊补工艺规程Q/HY-J12-编 制: 审 核: 批 准: 受控状态: 发文编号: 版 本 号: 4 月 30 日公布 5 月 10 日实施铸 件 焊 补 工 艺 规 程Q/HY-J12-本原则合用于铸钢件缺点(疏松、缩孔、包砂、冷隔、裂纹、缺肉)的焊接修补及质量工作检查的根据
1 焊补前的准备 1
1 焊接修补前必须将铸钢件缺点内部、外部清理干净,不允许有油污、污垢、铁锈(氧化皮)粘砂等影响焊接修补质量的脏物
2 开出坡口,使铸件内部未氧化的金属露出,否则将会使电弧熄灭而无法焊补或重出现裂缝、气孔和未焊透的缺点
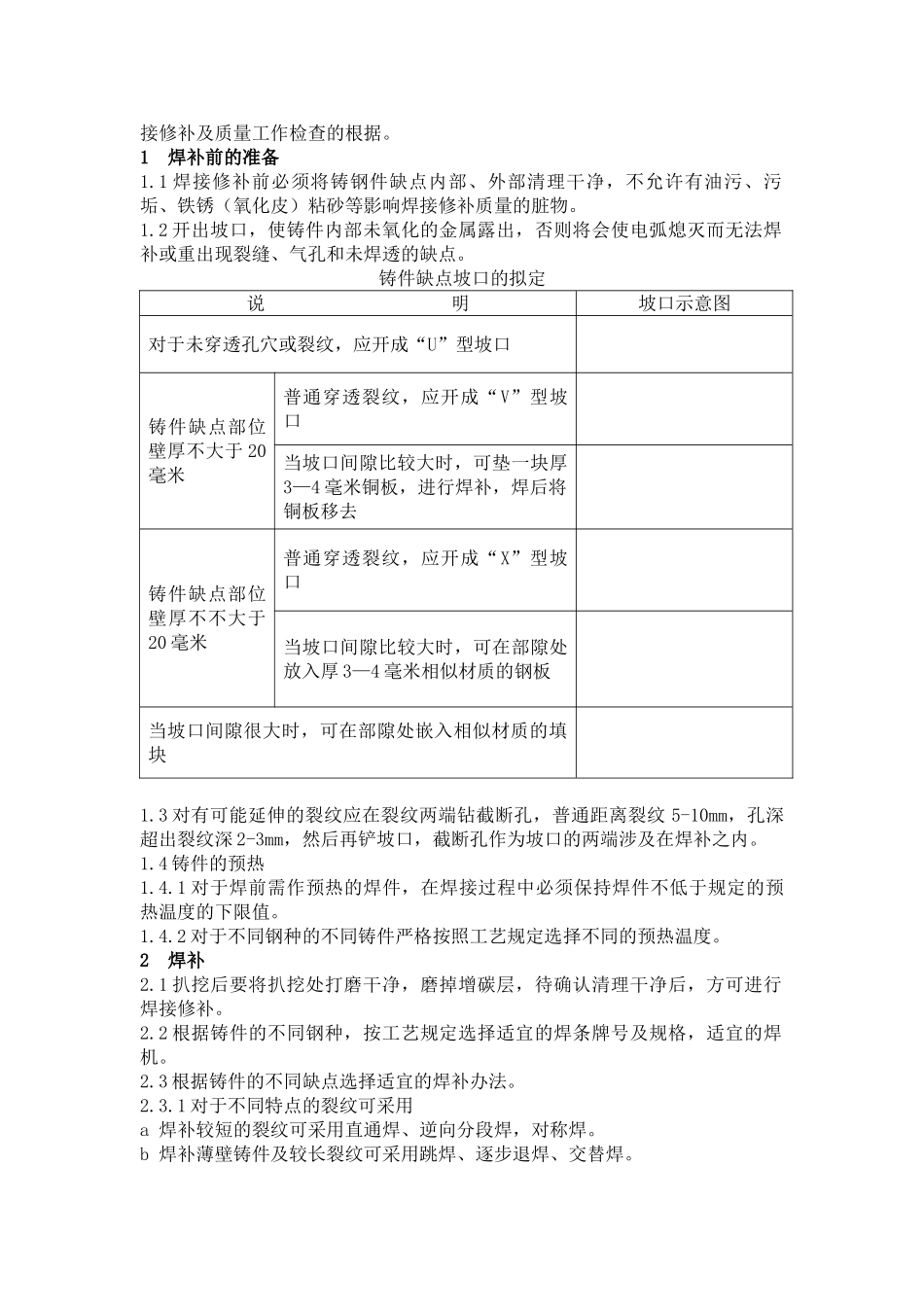
铸件缺点坡口的拟定说 明坡口示意图对于未穿透孔穴或裂纹,应开成“U”型坡口铸件缺点部位壁厚不大于 20毫米普通穿透裂纹,应开成“V”型坡口当坡口间隙比较大时,可垫一块厚3—4 毫米铜板,进行焊补,焊后将铜板移去铸件缺点部位壁厚不不大于20 毫米普通穿透裂纹,应开成“X”型坡口当坡口间隙比较大时,可在部隙处放入厚 3—4 毫米相似材质的钢板当坡口间隙很大时,可在部隙处嵌入相似材质的填块1
3 对有可能延伸的裂纹应在裂纹两端钻截断孔,普通距离裂纹 5-10mm,孔深超出裂纹深 2-3mm,然后再铲坡口,截断孔作为坡口的两端涉及在焊补之内
4 铸件的预热1
1 对于焊前需作预热的焊件,在焊接过程中必须保持焊件不低于规定的预热温度的下限值
2 对于不同钢种的不同铸件严格按照工艺规定选择不同的预热温度
1 扒挖后要将扒挖处打磨干净,磨掉增碳层,待确认清理干净后,方可进行焊接修补
2 根据铸件的不同钢种,按工艺规定选择适宜的焊条牌号及规格,适宜的焊机
3 根据铸件的不同缺点选择适宜的焊补办法
1 对于不同特点的裂纹可采用a 焊补较短的裂纹可采用直通焊、逆向分段焊,对称焊
b 焊补薄壁铸件及较长裂纹可采用跳焊、逐步退焊、交替焊