钢筋滚压直螺纹套筒连接一、工艺流程钢筋下料→钢筋套丝→接头单体试件实验→钢筋连接→质量检查
二、施工准备全部直螺纹套筒进场时应严格检查:检查项目:出厂合格证、原材料材质单及出厂检测证明,还应对其复试以确保施工质量
套筒外观、尺寸及材质进行检查
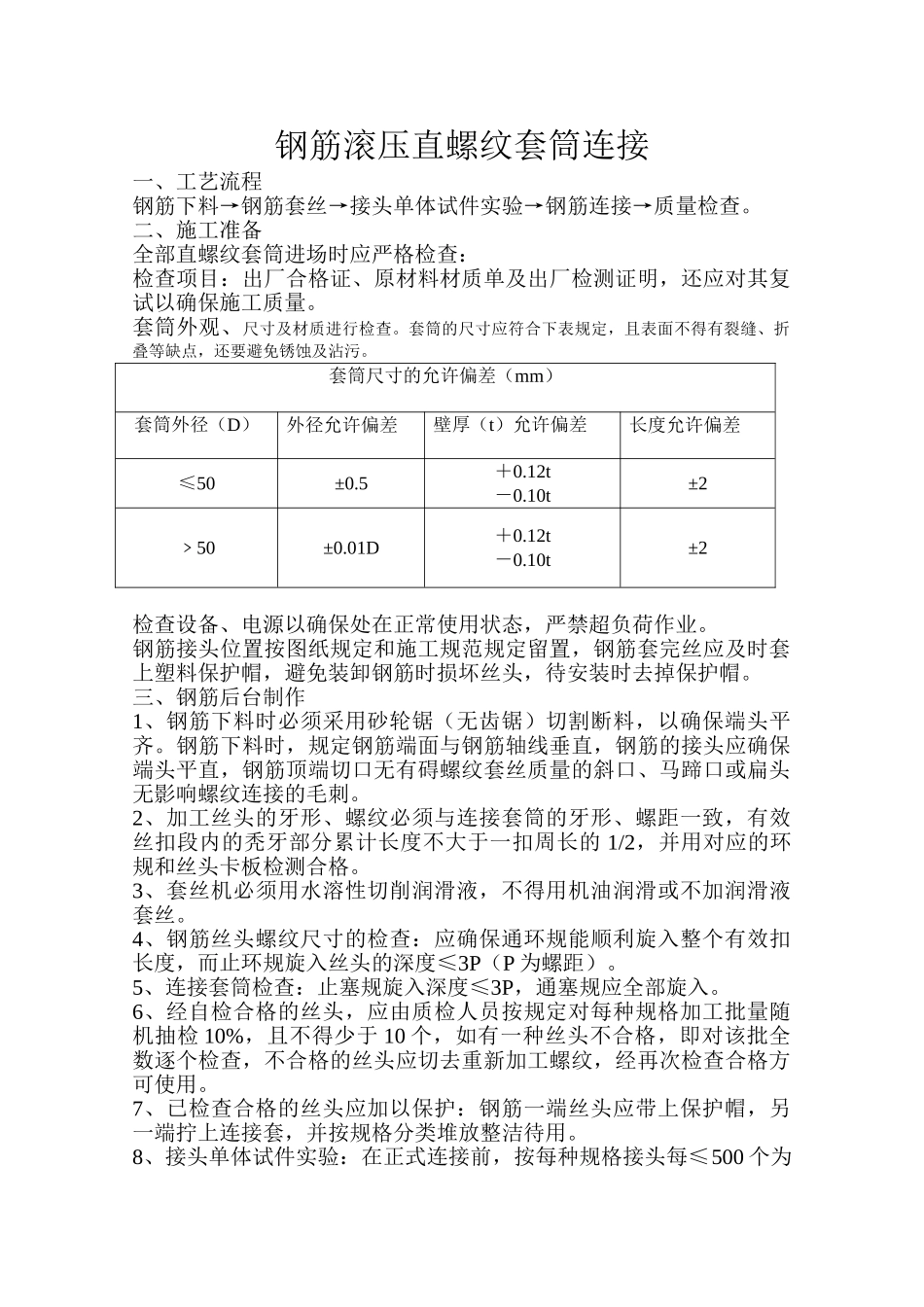
套筒的尺寸应符合下表规定,且表面不得有裂缝、折叠等缺点,还要避免锈蚀及沾污
套筒尺寸的允许偏差(mm)套筒外径(D)外径允许偏差壁厚(t)允许偏差长度允许偏差≤50±0
10t±2﹥50±0
10t±2检查设备、电源以确保处在正常使用状态,严禁超负荷作业
钢筋接头位置按图纸规定和施工规范规定留置,钢筋套完丝应及时套上塑料保护帽,避免装卸钢筋时损坏丝头,待安装时去掉保护帽
三、钢筋后台制作1、钢筋下料时必须采用砂轮锯(无齿锯)切割断料,以确保端头平齐
钢筋下料时,规定钢筋端面与钢筋轴线垂直,钢筋的接头应确保端头平直,钢筋顶端切口无有碍螺纹套丝质量的斜口、马蹄口或扁头无影响螺纹连接的毛刺
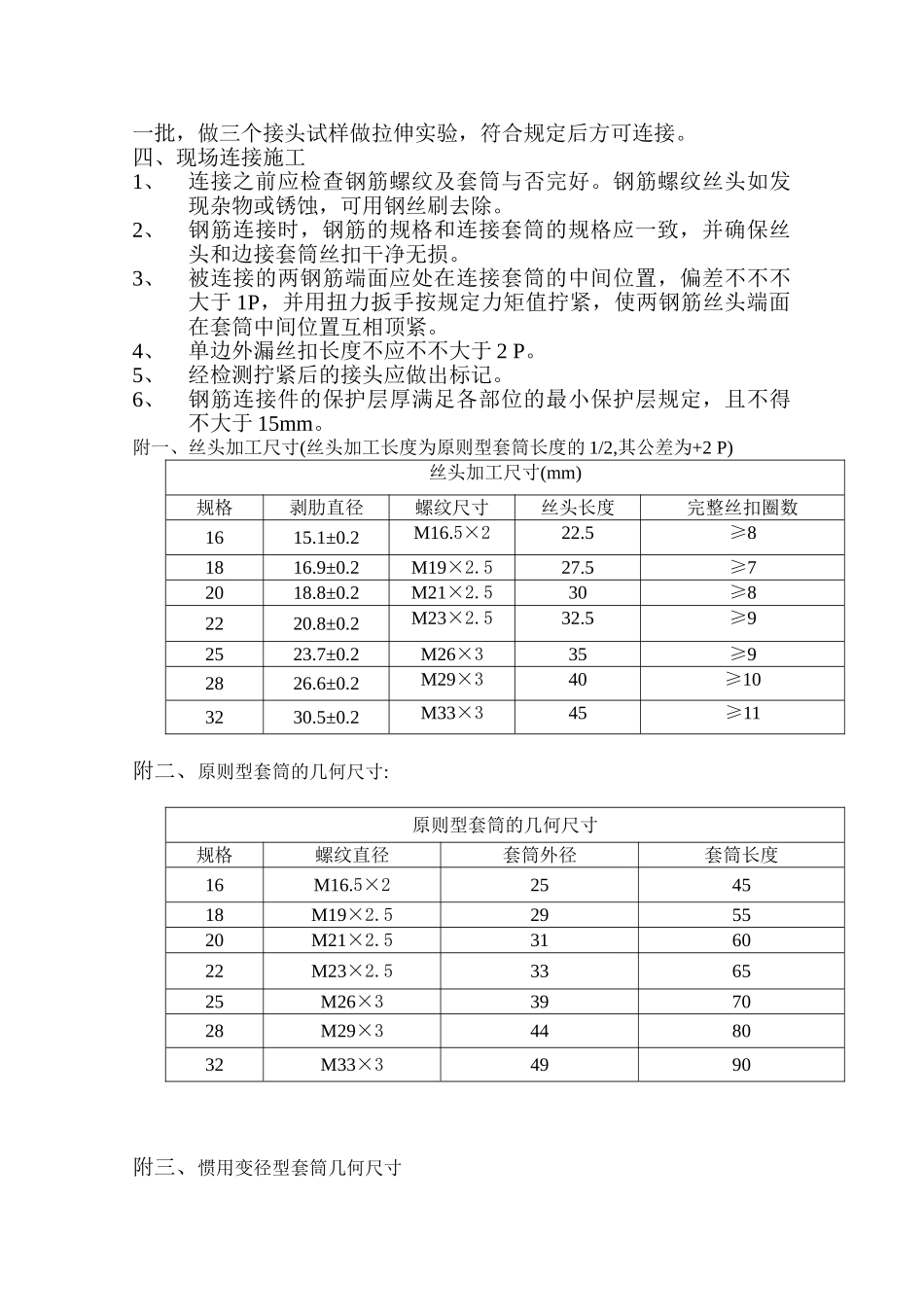
2、加工丝头的牙形、螺纹必须与连接套筒的牙形、螺距一致,有效丝扣段内的秃牙部分累计长度不大于一扣周长的 1/2,并用对应的环规和丝头卡板检测合格
3、套丝机必须用水溶性切削润滑液,不得用机油润滑或不加润滑液套丝
4、钢筋丝头螺纹尺寸的检查:应确保通环规能顺利旋入整个有效扣长度,而止环规旋入丝头的深度≤3P(P 为螺距)
5、连接套筒检查:止塞规旋入深度≤3P,通塞规应全部旋入
6、经自检合格的丝头,应由质检人员按规定对每种规格加工批量随机抽检 10%,且不得少于 10 个,如有一种丝头不合格,即对该批全数逐个检查,不合格的丝头应切去重新加工螺纹,经再次检查合格方可使用
7、已检查合格的丝头应加以保护:钢筋一端丝头应带上保护帽,另一端拧上连接套,并按规格分类堆放整洁待用
8、接头单体试件实验:在正式连接前,按每种