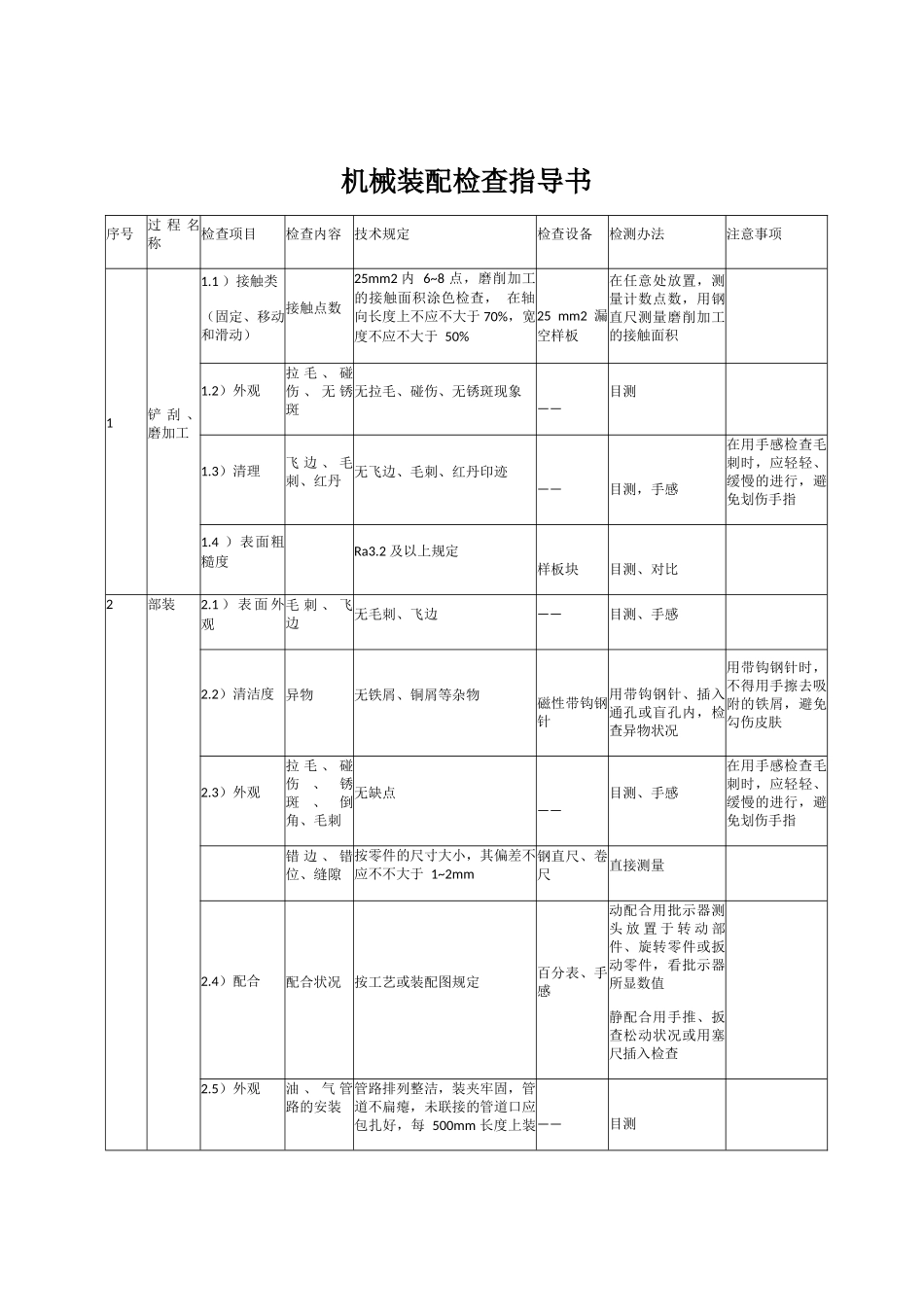
机械装配检查指导书序号过 程 名称检查项目检查内容技术规定检查设备检测办法注意事项1铲 刮 、磨加工1
1 )接触类(固定、移动和滑动)接触点数25mm2 内 6~8 点,磨削加工的接触面积涂色检查, 在轴向长度上不应不大于 70%,宽度不应不大于 50%25 mm2 漏空样板在任意处放置,测量计数点数,用钢直尺测量磨削加工的接触面积1
2)外观拉 毛 、 碰伤 、 无 锈斑无拉毛、碰伤、无锈斑现象——目测1
3)清理飞 边 、 毛刺、红丹无飞边、毛刺、红丹印迹——目测,手感在用手感检查毛刺时,应轻轻、缓慢的进行,避免划伤手指1
4 )表面粗糙度Ra3
2 及以上规定样板块目测、对比2部装2
1 ) 表 面 外观毛 刺 、 飞边无毛刺、飞边——目测、手感2
2)清洁度 异物无铁屑、铜屑等杂物磁性带钩钢针用带钩钢针、插入通孔或盲孔内,检查异物状况用带钩钢针时, 不得用手擦去吸附的铁屑,避免勾伤皮肤2
3)外观拉 毛 、 碰伤、锈斑、倒角、毛刺无缺点——目测、手感在用手感检查毛刺时,应轻轻、缓慢的进行,避免划伤手指错 边 、 错位、缝隙按零件的尺寸大小,其偏差不应不不大于 1~2mm钢直尺、卷尺直接测量2
4)配合配合状况按工艺或装配图规定百分表、手感动配合用批示器测头 放 置 于 转 动 部件、旋转零件或扳动零件,看批示器所显数值静配合用手推、扳查松动状况或用塞尺插入检查2
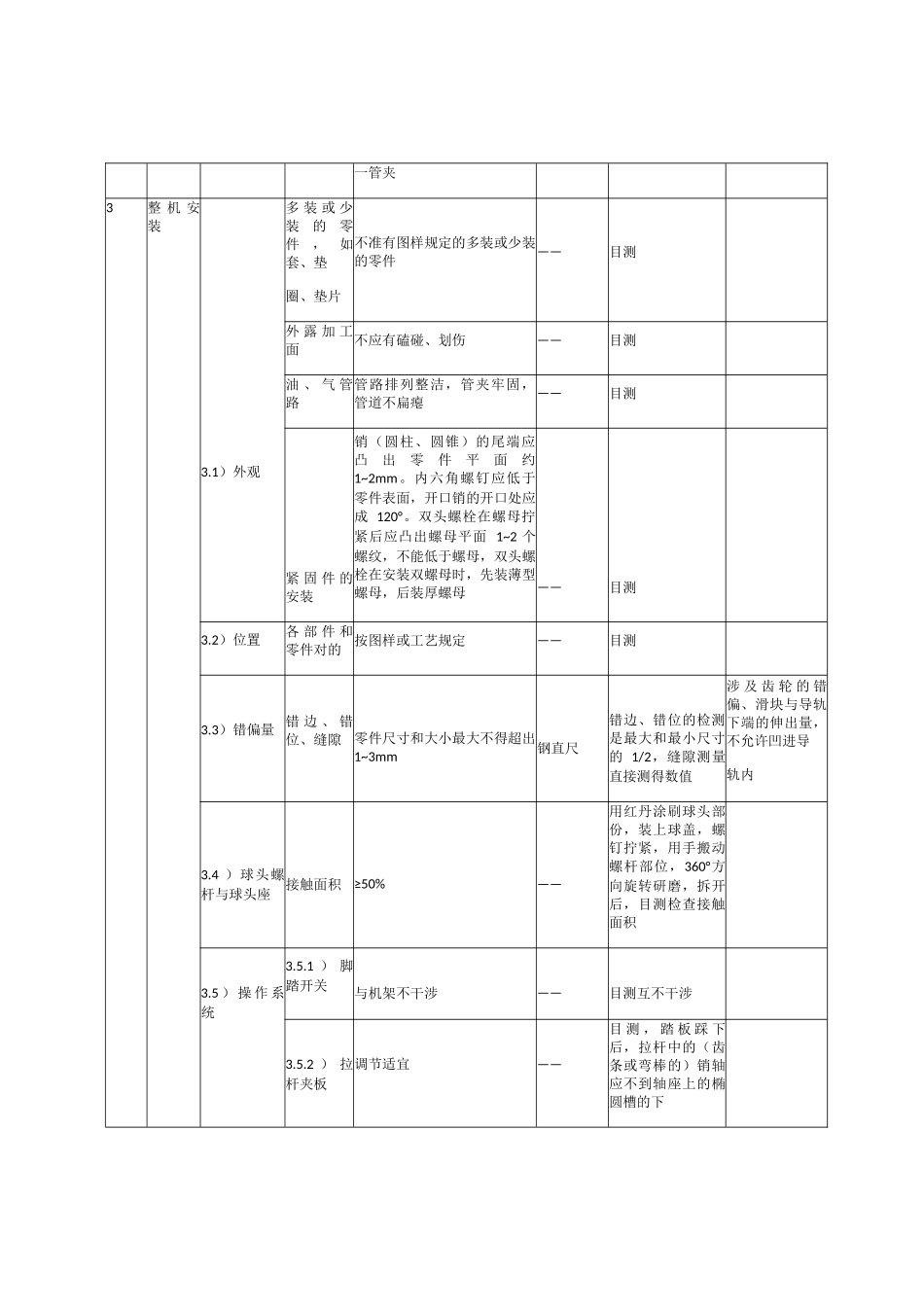
5)外观油 、 气 管路的安装管路排列整洁,装夹牢固,管道不扁瘪,未联接的管道口应包扎好,每 500mm 长度上装——目测一管夹3整 机 安装3
1)外观多 装 或 少装的零件,如套、垫圈、垫片不准有图样规定的多装或少装的零件——目测外 露 加 工面不应有磕碰、划伤——目测油 、 气 管路管路排列整洁,管夹牢固, 管道不扁瘪——目测紧 固 件 的安装销(圆柱、圆锥)的尾端应 凸 出 零 件 平 面 约1~