喷涂质量检验标准一
目的与范畴:本规定规定了喷涂的检查原则和实验办法及抽检比例等,合用于公司零件喷涂后的质量验收
二.检查内容与验收原则:1
依图纸规定进行喷涂种类及外观检查
1 喷涂种类应与有关工艺图纸加工规定相一致
2 喷层应均匀、持续、色泽一致、无夹杂物;无缩孔、起泡、针孔、开裂、脱落、粉化、颗粒、流挂、露底等缺点;无特殊规定时普通不能出桔皮现象
3 零件的颜色、光泽和纹理均匀与原则色样板一致
4 颜色及外观质量均须全检
同意审核(发行印章)编制1
5 在不影响整体质量时,B 级面允许有轻微补漆现象
涂膜厚度检测
1 每批零件需抽检 5 件、每件测试时在零件平面区域进行,每件测 5 次统计其平均值于检查报告中
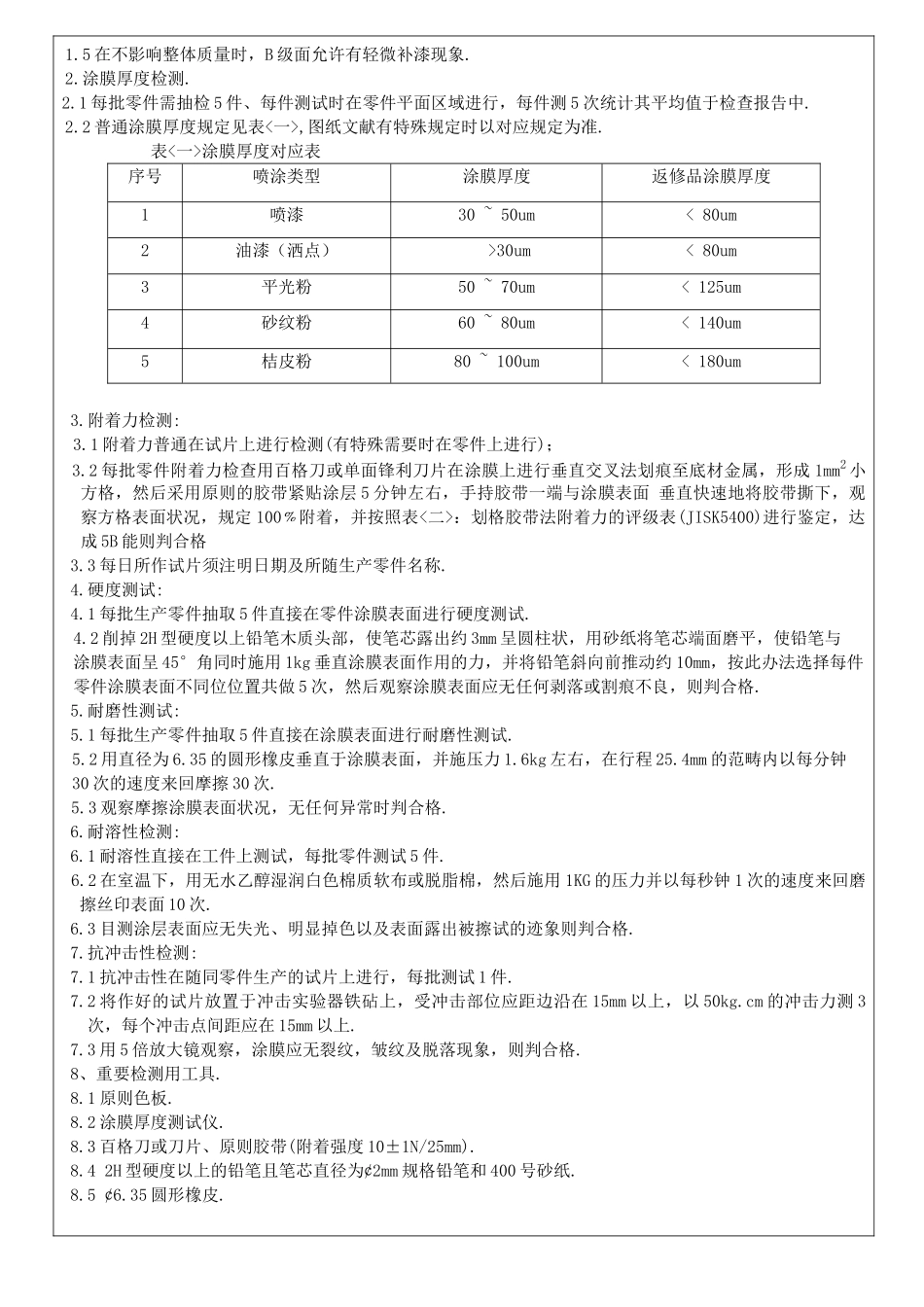
2 普通涂膜厚度规定见表,图纸文献有特殊规定时以对应规定为准
表涂膜厚度对应表序号喷涂类型涂膜厚度返修品涂膜厚度1喷漆30 ~ 50um< 80um2油漆(洒点)>30um< 80um3平光粉50 ~ 70um< 125um4砂纹粉60 ~ 80um< 140um5桔皮粉80 ~ 100um< 180um3
附着力检测:3
1 附着力普通在试片上进行检测(有特殊需要时在零件上进行);3
2 每批零件附着力检查用百格刀或单面锋利刀片在涂膜上进行垂直交叉法划痕至底材金属,形成 1mm2 小方格,然后采用原则的胶带紧贴涂层 5 分钟左右,手持胶带一端与涂膜表面 垂直快速地将胶带撕下,观察方格表面状况,规定 100﹪附着,并按照表:划格胶带法附着力的评级表(JISK5400)进行鉴定,达成 5B 能则判合格3
3 每日所作试片须注明日期及所随生产零件名称
硬度测试:4
1 每批生产零件抽取 5 件直接在零件涂膜表面进行硬度测试
2 削掉 2H 型硬度以上铅笔木质头部,使笔芯露出约 3mm 呈圆柱状,用砂纸将笔芯端面磨平,使铅笔与