浙 江 海 荣 机 械 有 限 公 司作 业 指 导 书 名 称:磷 化 编 号:HR-JS-01-018 版本号:A 版 实施日期:9 月 18 日编制: 审核: 同意:一. 目 的用于工件成膜表面解决,采用浸渍形式,给出工件以优秀的结合力,并改善防腐性能,及在控制下生成含有低电阻的无色磷化膜
二. 合用范畴合用于指导供应商进行磷化生产,指导供应商和我司检查员对磷化产品质量进行有效管控
二. 工作准备1
电镀现场作业必须注意个人防护,穿好工装、水鞋,戴好口罩、胶手套等,有腐蚀性液体灼伤皮肤及溅入口眼应及时解决,操作过程中避免电源线及其它电器回路短路
电动葫芦严禁过载
杜绝斜拉、冲顶等违规操作,确保人身及设备安全;2
根据生产工艺卡核对产品型号、规格、数量以及磷化技术规定
大工件移动时尽量使用电动葫芦,严禁赤手接触工件,戴胶手套亦应注意手套清洗干净,避免玷污工件表面;4
下班前清扫现场,打捞遗落入各池中的工件及挂钩等物,各槽要加盖,切断电源方可离开
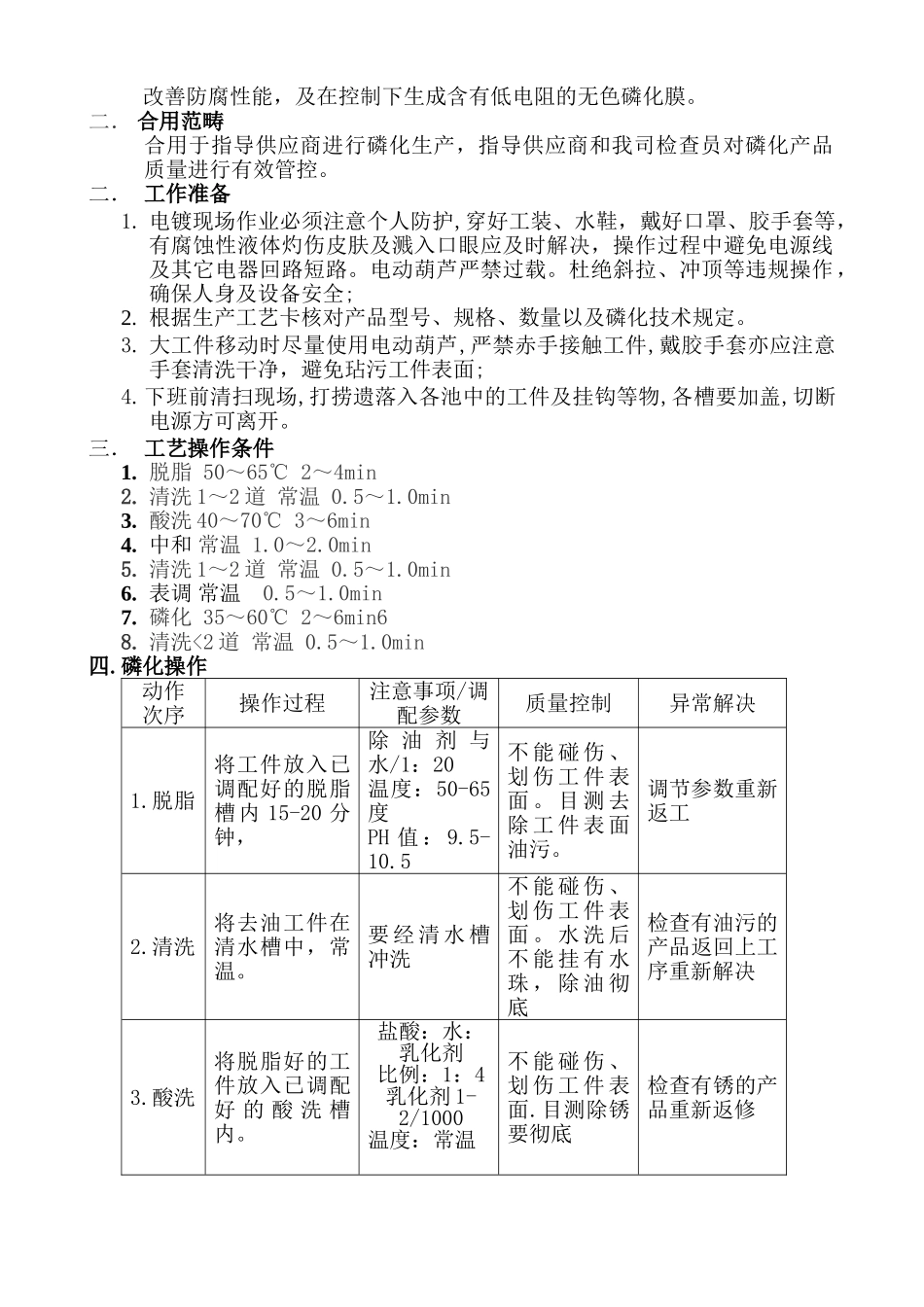
三. 工艺操作条件1
脱脂 50~65℃ 2~4min2
清洗 1~2 道 常温 0
酸洗 40~70℃ 3~6min4
中和 常温 1
清洗 1~2 道 常温 0
表调 常温 0
磷化 35~60℃ 2~6min68