兴旺模具模具设计结构标准一.产品排位1
1 产品的排位二.型芯尺寸结构2
1 型芯的设计三.冷却水道结构3
1 冷却水道的设计原则四.流道结构4
1 喷嘴与定位环4
2 流道的设计4
3 浇口的设计4
4 其它设计五.定位结构5
1 模板的定位5
2 镶针的定位六.开闭模控制结构6
1 小拉杆6
3 尼龙扣七.滑块结构7
1 滑块的设计7
2 滑块设计时应注意的问题7
3 滑块的结构八.滑块镶拼结构8
1 滑块镶拼的使用场合8
2 滑块镶拼的几种结构8
3 滑块的导向8
4 滑块压板设计8
5 耐磨块的设计8
6 楔紧块的设计九.斜顶结构9
1 斜顶的设计原则9
2 斜顶的结构与参数9
3 斜顶设计时应注意的问题9
4 斜顶导向9
5 斜顶座十.顶出结构10
1 顶针顶出结构10
2 司筒顶出结构10
3 直顶顶出结构10
4 顶块顶出结构10
5 推板顶出结构10
6 气顶顶出结构十一.模具加工及外观标准一.产品排位1
1 产品的排位○1一定要以节约为原则○2应尽量避免滑块和斜顶产生多重角度,减少模具的加工难度
○3一模多腔时,应当优先考虑平衡排列,尽量减少流道的总长度保证塑料的流动性
○4一模多腔时,当产品之间不通过流道时X、Y 向之间的距离要保证在 6~25mm,当产品之间过流道时X、Y 之间的距离要保证在 20~40mm
二.型芯尺寸结构2
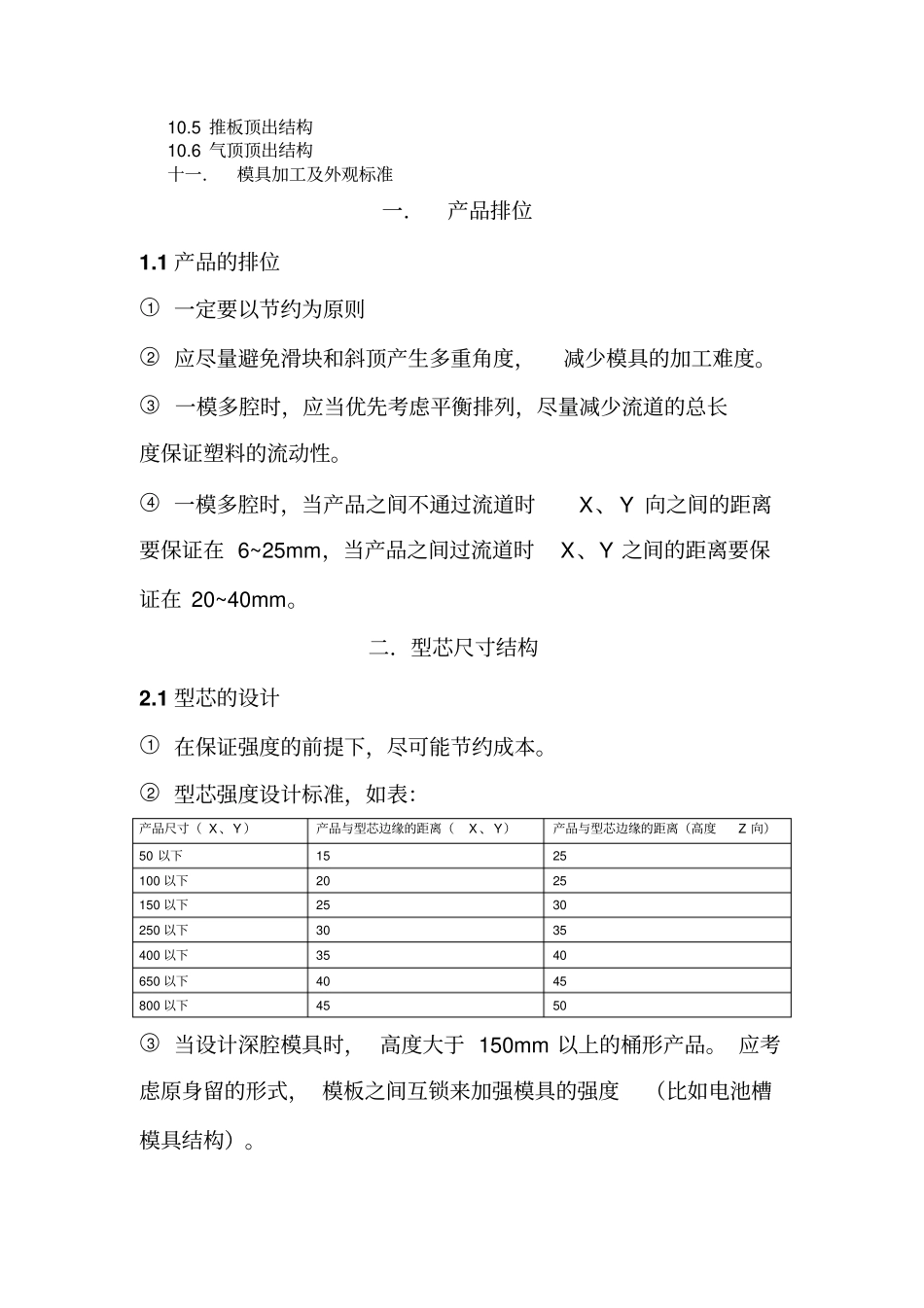
1 型芯的设计○1在保证强度的前提下,尽可能节约成本
○2型芯强度设计标准,如表:产品尺寸( X 、Y )产品与型芯边缘的距离(X 、 Y)产品与型芯边缘的距离(高度Z 向)50 以下15 25 100 以下20 25 150 以下25 30 250 以下30 35 400 以下35 40 650 以下40 45 800 以下45 50 ○3当设计深腔模具时, 高度大于 150mm 以上的桶形产品
应考虑原身留的形