水玻璃铸造工艺守则1 蜡料制备1
工艺要求:1
1 蜡液温度: 70-90℃,严禁超过90℃
2 稀蜡温度: 65-80℃
3 蜡膏保温缸水温:48-50℃
4 蜡膏应搅拌均匀呈糊状,温度控制在45-48℃,其中不允许有颗粒状蜡料
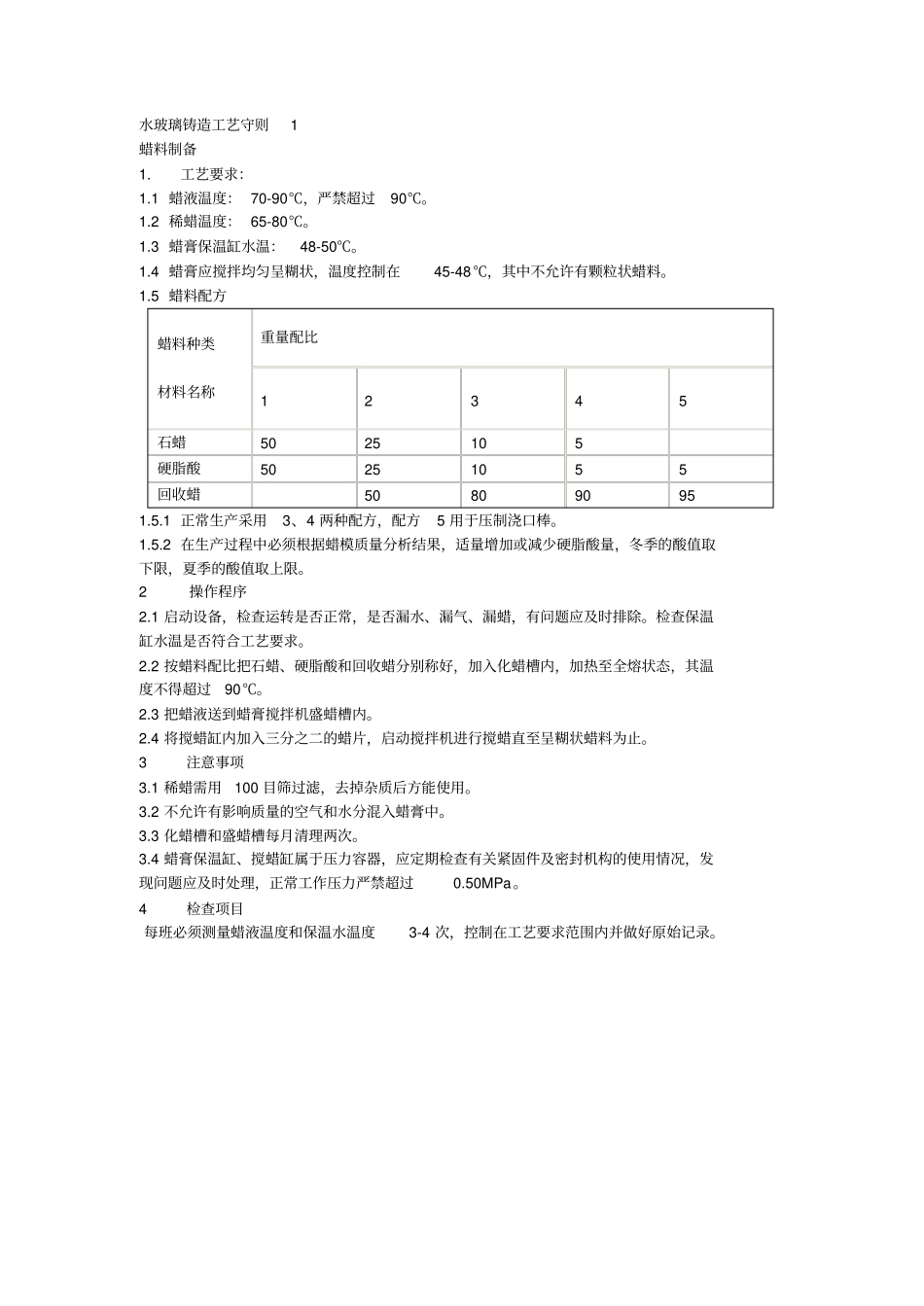
5 蜡料配方蜡料种类材料名称重量配比1 2 3 4 5 石蜡50 25 10 5 硬脂酸50 25 10 5 5 回收蜡50 80 90 95 1
1 正常生产采用3、4 两种配方,配方5 用于压制浇口棒
2 在生产过程中必须根据蜡模质量分析结果,适量增加或减少硬脂酸量,冬季的酸值取下限,夏季的酸值取上限
2 操作程序2
1 启动设备,检查运转是否正常,是否漏水、漏气、漏蜡,有问题应及时排除
检查保温缸水温是否符合工艺要求
2 按蜡料配比把石蜡、硬脂酸和回收蜡分别称好,加入化蜡槽内,加热至全熔状态,其温度不得超过90℃
3 把蜡液送到蜡膏搅拌机盛蜡槽内
4 将搅蜡缸内加入三分之二的蜡片,启动搅拌机进行搅蜡直至呈糊状蜡料为止
3 注意事项3
1 稀蜡需用100 目筛过滤,去掉杂质后方能使用
2 不允许有影响质量的空气和水分混入蜡膏中
3 化蜡槽和盛蜡槽每月清理两次
4 蜡膏保温缸、搅蜡缸属于压力容器,应定期检查有关紧固件及密封机构的使用情况,发现问题应及时处理,正常工作压力严禁超过0
4 检查项目每班必须测量蜡液温度和保温水温度3-4 次,控制在工艺要求范围内并做好原始记录
蜡模制造1 工艺要求1
1 室温: 16-28℃(最高不超过30℃)
2 蜡膏压注温度:45~48℃,压力: 0
5 MPa,保压时间 :3~10 秒
3 压蜡冷却水温,14~24℃,冷却时间:20~100 秒
4 蜡模冷却水温,14~24℃,冷却时间:10~60min
5 蜡模清洗液温度