汽车车身制造工艺学 ( 论文)题目:汽车车身涂装的新技术与发展趋势专业:班级:姓名:学号:日期: 2013 年 5 月 13 日汽车车身涂装的新技术和发展趋势 21世纪被称为面向环境的新世纪,环境保护备受全球关注,并已成为人类最迫切的研究课题
汽车及其零部件的涂装是汽车制造过程中产生三废排放最多的环节之一, 所以减少涂装公害、 降低涂装成本、 提高涂装质量一直是涂装技术发展的主题
保护地球环境,贯彻落实国际标准ISO 9001-14001 ,减少挥发性有机化合物(VOC,涂料中含的有机溶剂等) ,禁用有害物质 ( 铅、铬、汞、六价铬 )
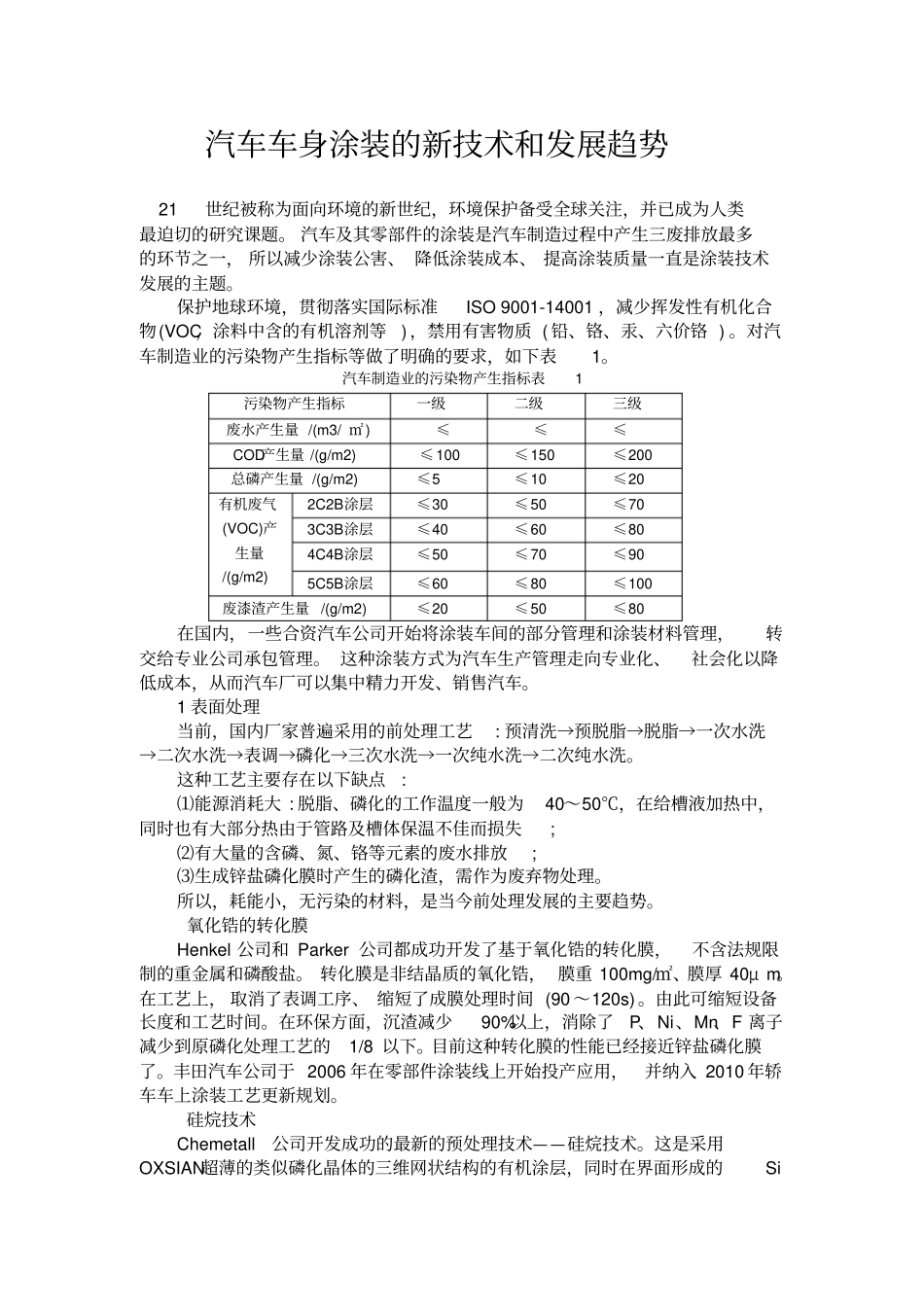
对汽车制造业的污染物产生指标等做了明确的要求,如下表1
汽车制造业的污染物产生指标表1污染物产生指标一级二级三级废水产生量 /(m3/ ㎡)≤≤≤COD产生量 /(g/m2)≤100≤150≤200总磷产生量 /(g/m2)≤5≤10≤20有机废气(VOC)产生量/(g/m2)2C2B涂层≤30≤50≤703C3B涂层≤40≤60≤804C4B涂层≤50≤70≤905C5B涂层≤60≤80≤100废漆渣产生量 /(g/m2)≤20≤50≤80在国内,一些合资汽车公司开始将涂装车间的部分管理和涂装材料管理,转交给专业公司承包管理
这种涂装方式为汽车生产管理走向专业化、社会化以降低成本,从而汽车厂可以集中精力开发、销售汽车
1 表面处理当前,国内厂家普遍采用的前处理工艺: 预清洗→预脱脂→脱脂→一次水洗→二次水洗→表调→磷化→三次水洗→一次纯水洗→二次纯水洗
这种工艺主要存在以下缺点:⑴能源消耗大 : 脱脂、磷化的工作温度一般为40~50℃,在给槽液加热中,同时也有大部分热由于管路及槽体保温不佳而损失;⑵有大量的含磷、氮、铬等元素的废水排放;⑶生成锌盐磷化膜时产生的磷化渣,需作为废弃物处理
所以,耗能小,无污染的材料,是当今前处理发展的主