闸门、金属构件制造安装及启闭机安装一主要施工方案和工艺措施、闸门、拦污栅、埋件的制作闸门及闸门埋件制作主要工序顺序领料———按图纸工艺划线下料———构件校正————组合—镗孔、刨面组合检验刷漆闸门、拦污栅制作()按图纸尺寸的编制的工艺进行下料,下料后所有构件校平直
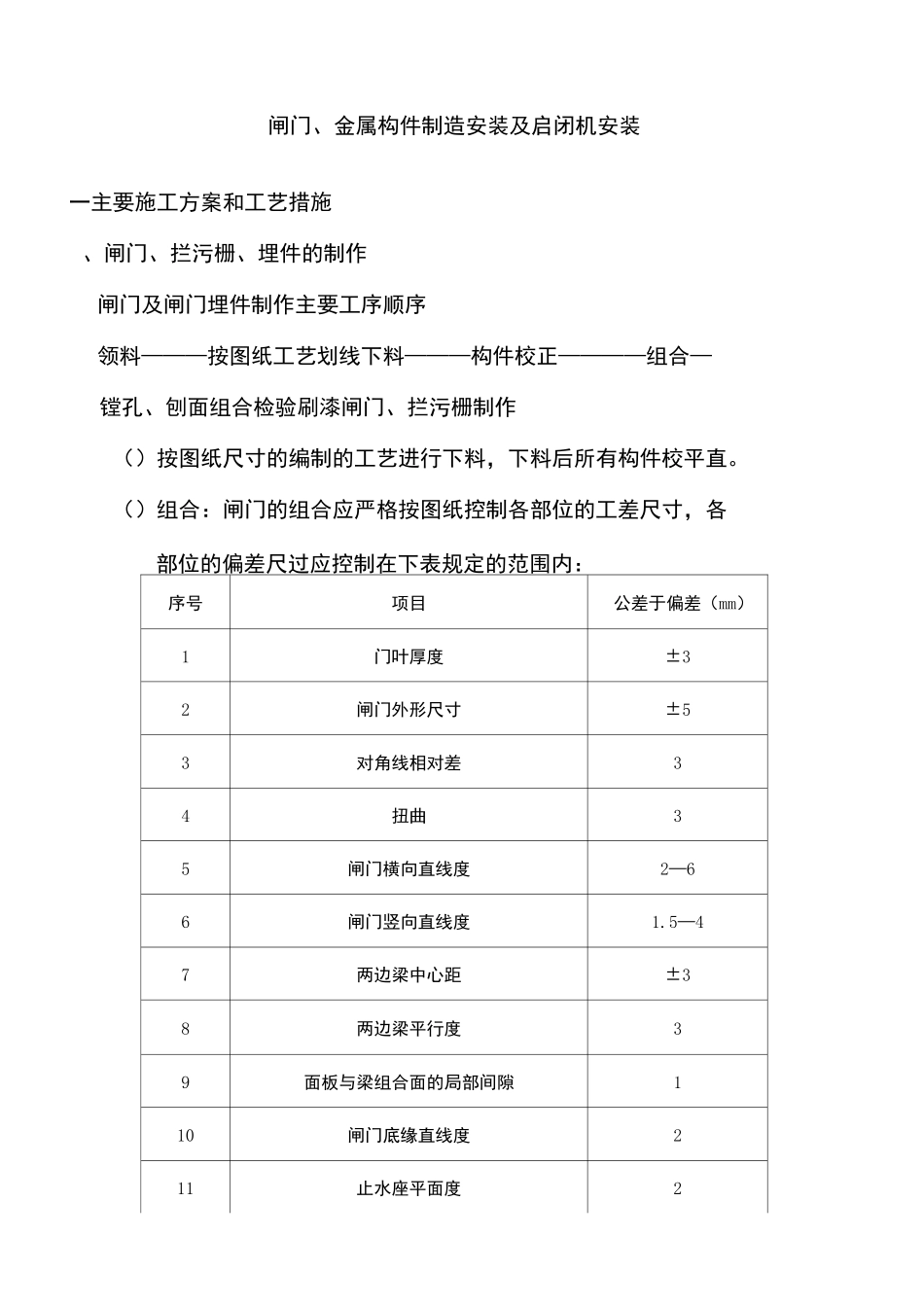
()组合:闸门的组合应严格按图纸控制各部位的工差尺寸,各部位的偏差尺过应控制在下表规定的范围内:序号项目公差于偏差(mm)1门叶厚度±32闸门外形尺寸±53对角线相对差34扭曲35闸门横向直线度2—66闸门竖向直线度1
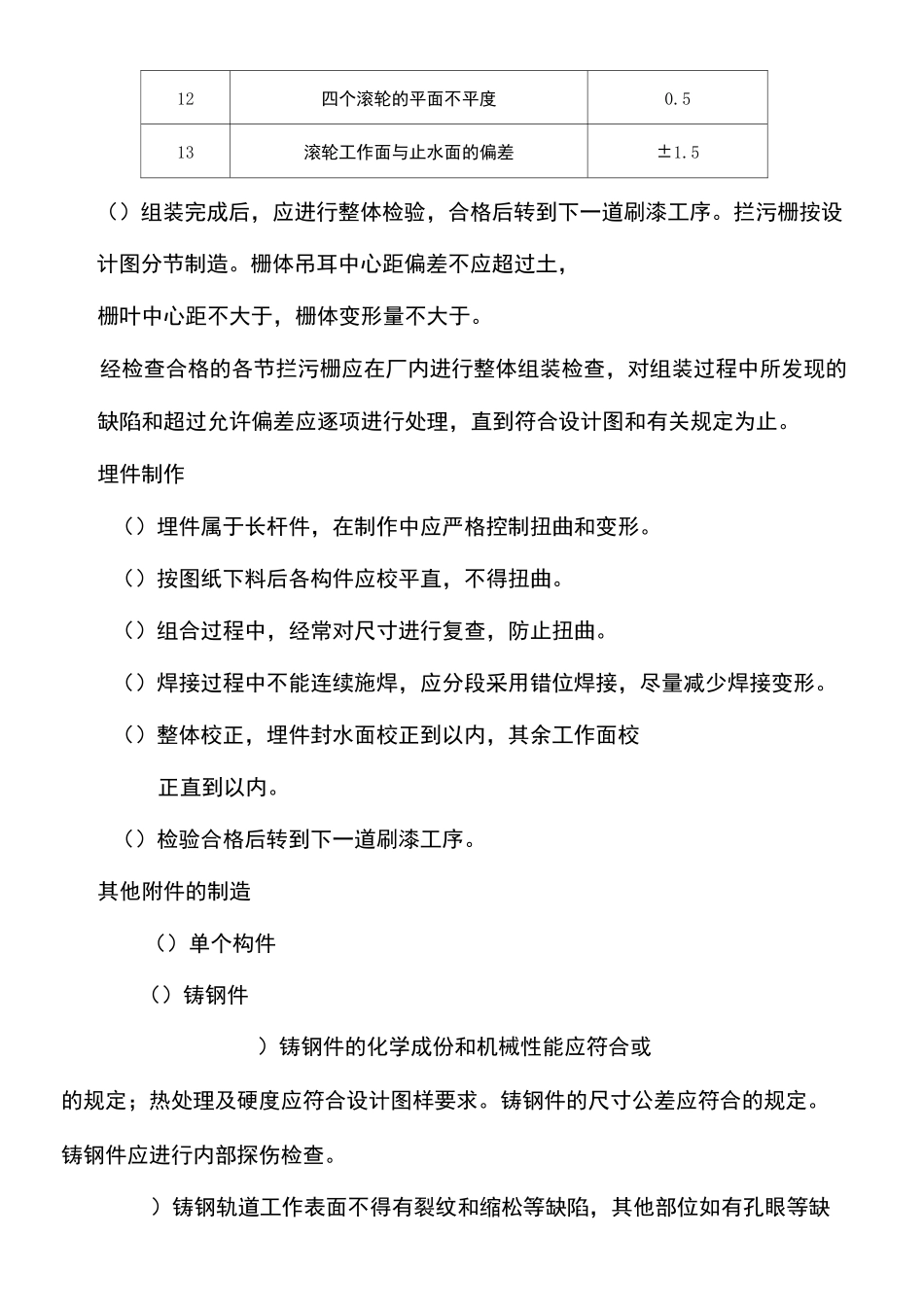
5—47两边梁中心距±38两边梁平行度39面板与梁组合面的局部间隙110闸门底缘直线度211止水座平面度212四个滚轮的平面不平度0
513滚轮工作面与止水面的偏差±1
5()组装完成后,应进行整体检验,合格后转到下一道刷漆工序
拦污栅按设计图分节制造
栅体吊耳中心距偏差不应超过土,栅叶中心距不大于,栅体变形量不大于
经检查合格的各节拦污栅应在厂内进行整体组装检查,对组装过程中所发现的缺陷和超过允许偏差应逐项进行处理,直到符合设计图和有关规定为止
埋件制作()埋件属于长杆件,在制作中应严格控制扭曲和变形
()按图纸下料后各构件应校平直,不得扭曲
()组合过程中,经常对尺寸进行复查,防止扭曲
()焊接过程中不能连续施焊,应分段采用错位焊接,尽量减少焊接变形
()整体校正,埋件封水面校正到以内,其余工作面校正直到以内
()检验合格后转到下一道刷漆工序
其他附件的制造()单个构件()铸钢件)铸钢件的化学成份和机械性能应符合或的规定;热处理及硬度应符合设计图样要求
铸钢件的尺寸公差应符合的规定
铸钢件应进行内部探伤检查
)铸钢轨道工作表面不得有裂纹和缩松等缺陷,其他部位如有孔眼等缺陷,其单个面积不大于,深度不超过该处壁厚的,总面积不大于所在面积的,每的面积上不超过一处,且经焊补后不影响使用性能者,须制订可