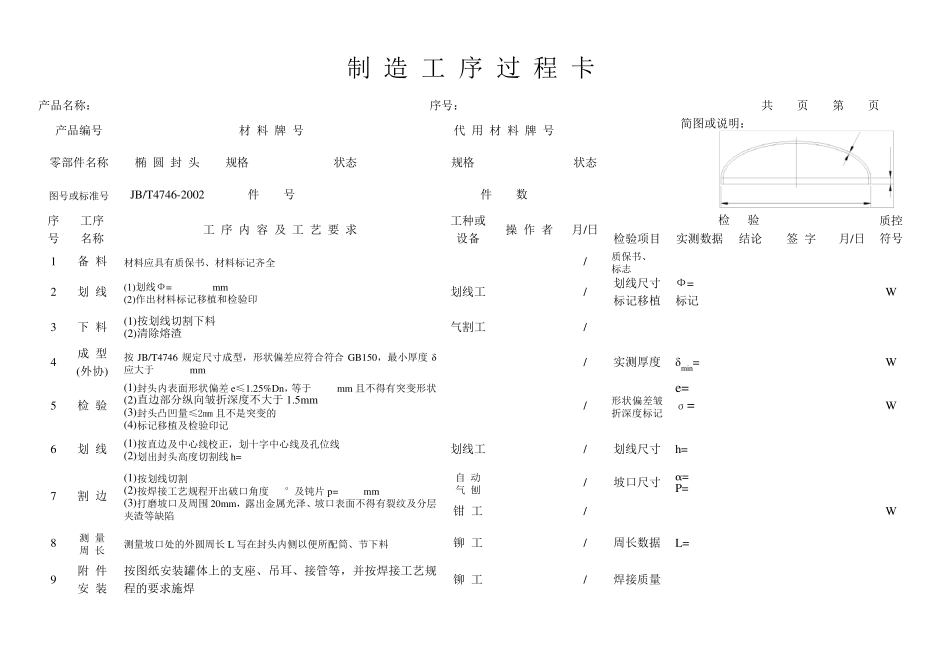
SDRQ/JL08-05 山东瑞清环境工程有限公司 制 造 工 艺 过 程 卡 规 程 编 号: 产 品 名 称: 产 品 编 号: 图 号: 编制: 日期: 审核: 日期: 批准: 日期: 压力容器产品焊缝施焊及外观检查记录表 SDRQ/JL09-08 产品名称: 产品编号: 流转卡编号: 表码号: 焊缝编号 层次 焊接方法 焊材牌号及规格 母材牌号及规格 电流(A) 电压(V) 焊速(cm/min) 极性 焊 工 钢 印 焊 工 姓 名 施 焊 日 期 检 验 员 焊缝外观情况 焊缝正、反面 焊缝宽度mm 焊缝余高 缺陷情况 返 修 次 数 制 造 工 序 过 程 卡 产 品 名 称 : 序 号 : 共 页 第 页 产 品 编 号 材 料 牌 号 代 用 材 料 牌 号 简 图 或 说 明 : 零 部 件 名 称 椭 圆 封 头 规 格 状 态 规 格 状 态 图 号 或 标 准 号 JB/T4746-2002 件 号 件 数 序号 工 序 名 称 工 序 内 容 及 工 艺 要 求 工 种 或设 备 操 作 者 月 /日 检 验 质 控 符 号 检 验 项 目 实 测 数 据 结 论 签 字 月 /日 1 备 料 材 料 应 具 有 质 保 书 、 材 料 标 记 齐 全 / 质 保 书 、 标 志 2 划 线 (1)划 线 Ф = mm (2)作 出 材 料 标 记 移 植 和 检 验 印 划 线 工 / 划 线 尺 寸标 记 移 植 Ф = 标 记 W 3 下 料 (1)按 划 线 切 割 下 料 (2)清 除 熔 渣 气 割 工 / 4 成 型 (外 协 ) 按JB/T4746 规 定 尺 寸 成 型 , 形 状 偏 差 应 符 合 符 合GB150, 最 小 厚 度δ应 大 于 mm / 实 测 厚 度 δmin= W 5 检 验 (1)封 头 内 表 面 形