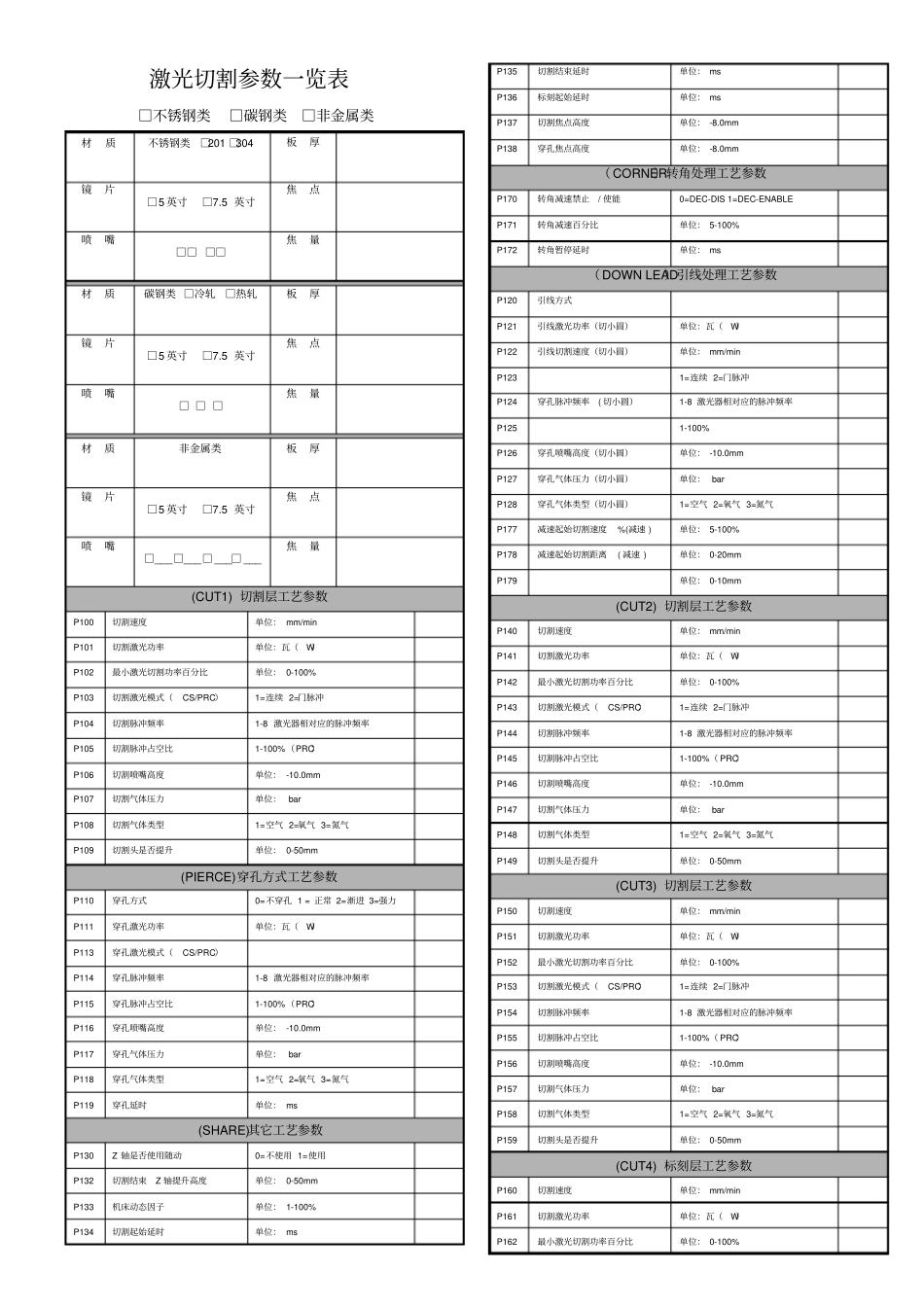
激光切割参数一览表□不锈钢类□碳钢类□非金属类材质不锈钢类□201 □304 板厚镜片□5 英寸□7
5 英寸焦点喷嘴□□ □□焦量材质碳钢类 □冷轧□热轧板厚镜片□5 英寸□7
5 英寸焦点喷嘴□ □ □焦量材质非金属类板厚镜片□5 英寸□7
5 英寸焦点喷嘴□___□___□ ___□ ___焦量(CUT1) 切割层工艺参数P100切割速度单位: mm/minP101切割激光功率单位:瓦(W)P102最小激光切割功率百分比单位: 0-100%P103切割激光模式(CS/PRC)1=连续 2=门脉冲P104切割脉冲频率1-8 激光器相对应的脉冲频率P105切割脉冲占空比1-100%(PRC)P106切割喷嘴高度单位: -10
0mmP107切割气体压力单位: barP108切割气体类型1=空气 2=氧气 3=氮气P109切割头是否提升单位: 0-50mm(PIERCE)穿孔方式工艺参数P110穿孔方式0=不穿孔 1 = 正常 2=渐进 3=强力P111穿孔激光功率单位:瓦(W)P113穿孔激光模式(CS/PRC)P114穿孔脉冲频率1-8 激光器相对应的脉冲频率P115穿孔脉冲占空比1-100%(PRC)P116穿孔喷嘴高度单位: -10
0mmP117穿孔气体压力单位: barP118穿孔气体类型1=空气 2=氧气 3=氮气P119穿孔延时单位: ms(SHARE)其它工艺参数P130Z 轴是否使用随动0=不使用 1=使用P132切割结束Z 轴提升高度单位: 0-50mmP133机床动态因子单位: 1-100%P134切割起始延时单位: msP135切割结束延时单位: msP136标刻起始延时单位: msP137切割焦点高度单位: -8
0mmP138穿孔焦点高度单位: -8
0mm( CORNER)转角处理工艺参数P170转角减速禁止/ 使能0=DEC-DIS 1=D