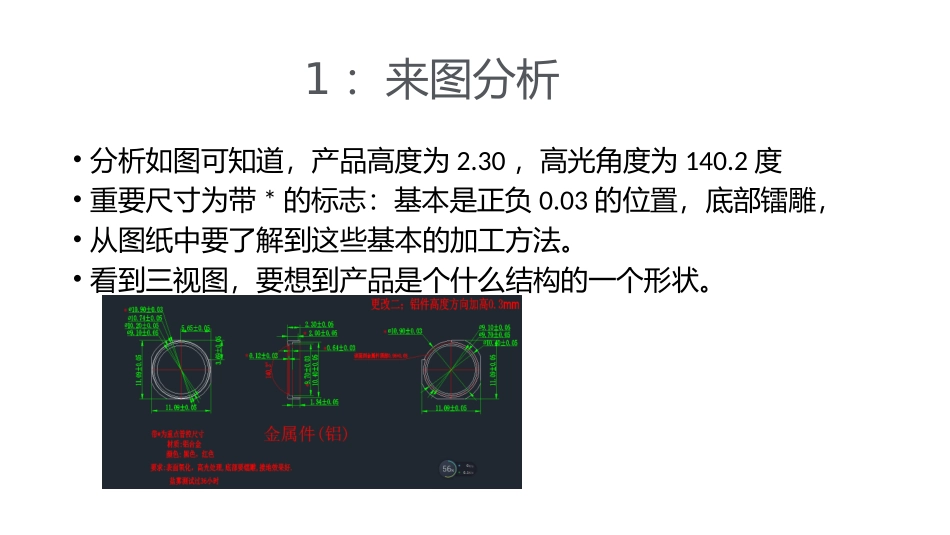
手机铝指纹金属环CNC加工工艺深圳某公司的实际加工工艺值得学习与借鉴更新于2018-3-22金属环加工工艺流程如下:•1:来图分析•2:选择合适的加工刀具•3:把图导入编程软件以及电脑编程•4:上机实操与加工过程需注意事项•5:二次元测量尺寸以及确认程序参数是否需要调整•6:氧化以及背面的加工•7:镭雕背面•8:整板落料1:来图分析•分析如图可知道,产品高度为2
30,高光角度为140
2度•重要尺寸为带*的标志:基本是正负0
03的位置,底部镭雕,•从图纸中要了解到这些基本的加工方法
•看到三视图,要想到产品是个什么结构的一个形状
总结:通过图纸的分析,基本可以确定我们用多厚的材料,例如如图,产品2
30,我们为了方便反面加工,选择跟产品相差不是很大的铝块2
50作为我们的材料
像内框与外型这些重要尺寸需要开粗与精修来组合
另外一点,是先加工哪面后加工哪一面,都是围绕着产品的精度与披锋来走的
做产品最重要的是要保证做出来基本没有什么披锋
当看到图的时候需要形成这样的思维
为下一步的加工做准备
2:选择合适的加工刀具•对于加工刀具来说,首先想到的是大刀开粗,小刀精修的方式
•如此例,我先加工背面的尺寸:看图中•最大的内框尺寸是10
4,采用6MM的铣•刀开粗,然后用2MM的小刀来精修重要•的尺寸
这样的使用刀具,会加快程序•的加工时间,提高效率,这样工厂才会•赚钱
对于小刀来说,如果材料硬,可能其寿命会短我们在上刀的时候,需要对刀具的精度进行分类,达标尺寸放一块,差一丝的放一块,这样对于我们对于产品的尺寸也会把握到位一点,所以对于精度比较高的产品需要把工序细分化,以此来达到我们的目的
把图导入编程软件以及电脑编程通过DXF导入进编程软件用多大的刀具对产品进行排版,如图所示电脑编好刀路图如下需要注意的是在换刀具的过程中:需要保证对刀的精度,尽量选择平整度,对刀误差少的对刀仪