标准号版本号热镀锌控制程序页码PAGE 1 OF 31
目的为规范塔架及其附属件热镀锌操作工艺和方法,确保合格的镀锌质量和尺寸控制,特制订本程序
适用范围本程序包括了热镀锌钢结构件的前处理、热镀锌和后处理三个工艺段
参考标准GB/T13912-2002金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法ASTM A153/A153M-03 Standard specification for Zinc coating(Hot-Dip) on iron and steel hardware4
工艺流程进件检查脱脂水洗酸洗水洗助镀热镀钝化精整、检验入库进件检查主要包括:1、检查钢结构件在运输过程中因碰撞等原因造成的变形、折损等;2、根据钢结构下锅的方式,确定是否需要增开排气孔和流锌孔;3、检查钢结构件上的大块垃圾(如大块黄油、草皮等),应尽可能的去除
脱脂将钢结构吊入脱脂池,浸泡 10~15min,脱脂池内主要盛装浓度为150~200g/l 的 NaOH溶液,池内温度为常温
水洗水洗槽内水温不要求控制,水洗时将工件在水中晃动两次,冲掉表面残留的酸、碱液和杂质
酸洗将水洗后的钢结构件直接放入酸洗池,酸洗池内常温,盛放的是50g/l~150g/l 的盐酸溶液
酸洗时间因腐蚀程度、工件大小等控制在60~120min
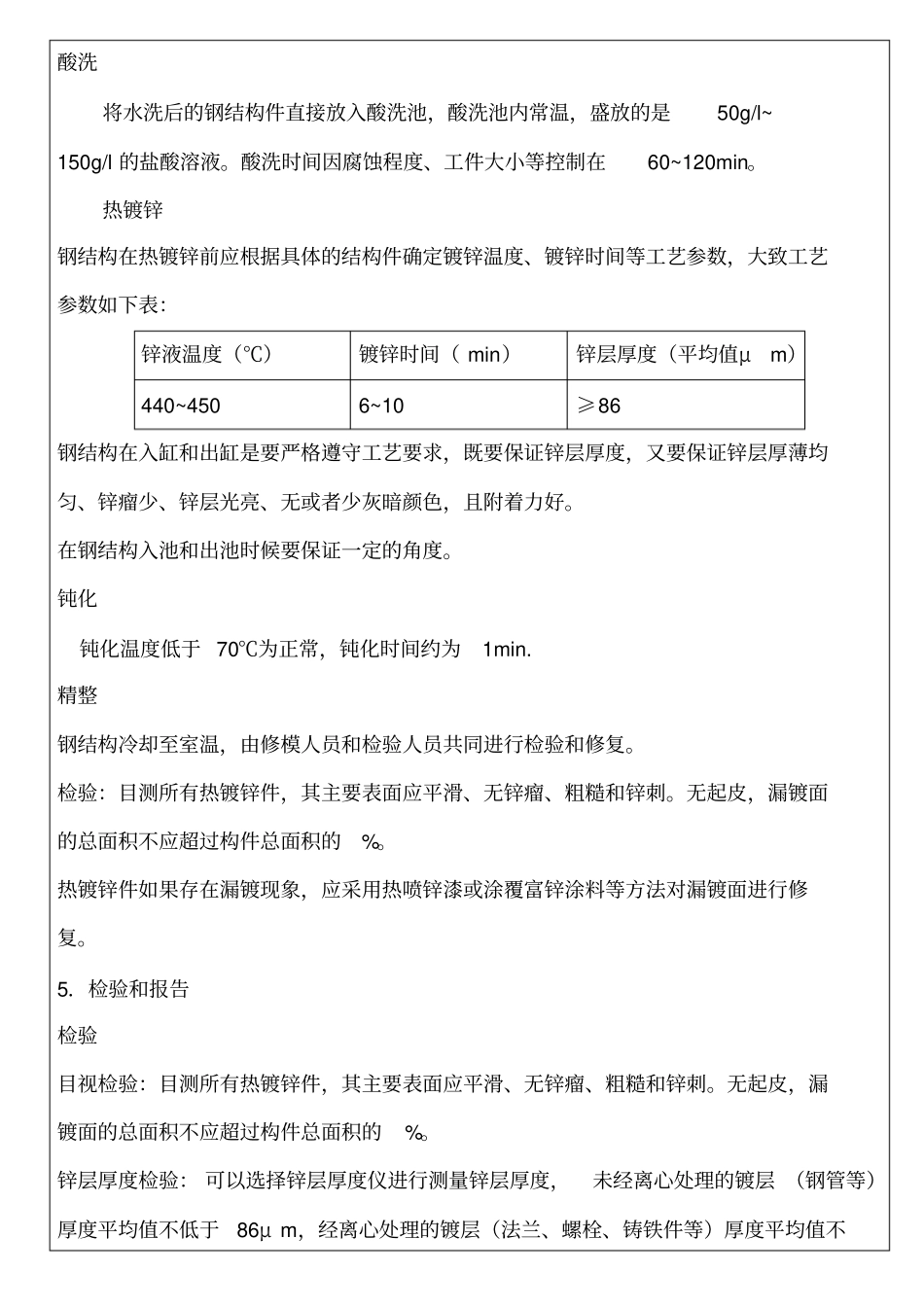
热镀锌钢结构在热镀锌前应根据具体的结构件确定镀锌温度、镀锌时间等工艺参数,大致工艺参数如下表:锌液温度(℃)镀锌时间( min)锌层厚度(平均值μm)440~4506~10≥86钢结构在入缸和出缸是要严格遵守工艺要求,既要保证锌层厚度,又要保证锌层厚薄均匀、锌瘤少、锌层光亮、无或者少灰暗颜色,且附着力好
在钢结构入池和出池时候要保证一定的角度
钝化钝化温度低于 70℃为正常,钝化时间约为1min
精整钢结构冷却至室温,由修模人员和检验人员共同进行检验和修复