随着汽车工业的发展, 汽车用热镀锌钢板的国产化程度不断提高,轿车的发展对热镀锌板的质量、 品种和规格提出了更高的要求
热镀锌板由于使用需要, 长期暴露于大气中,易于受到大气中潮湿气、SO2以及 Cl-等的腐蚀,影响产品质量,缩短产品的使用寿命
在沿海城市及重工业地区,由于同时受到ph 值、NO3、固体颗粒等影响, 热镀锌板的腐蚀速率也会加快, 对其耐腐蚀性能提出了更高的要求
热镀锌板在盐雾实验中, 表面锌层首先被腐蚀, 腐蚀产物比较疏松, 呈白色絮状覆盖在钢板表面,称之为“白锈”
随着盐雾喷淋时间的延长,镀层逐渐被腐蚀殆尽,随后基板开始腐蚀,腐蚀产物为红色,称之为“红锈”
由此可见,镀层的厚度与组成是决定红锈产生时间,即镀层腐蚀完毕、 基板开始腐蚀所需时间的决定因素
本章通过盐雾腐蚀实验和电化学实验比较稀土含量对镀锌板耐腐蚀性能的影响,并运用 XRD分析腐蚀产物,对实际生产提出指导性意见
1 镀层厚度的测量结果在镀前处理工艺及冷却方式相同的情况下,镀层厚度与热浸镀时间和锌液成分有关
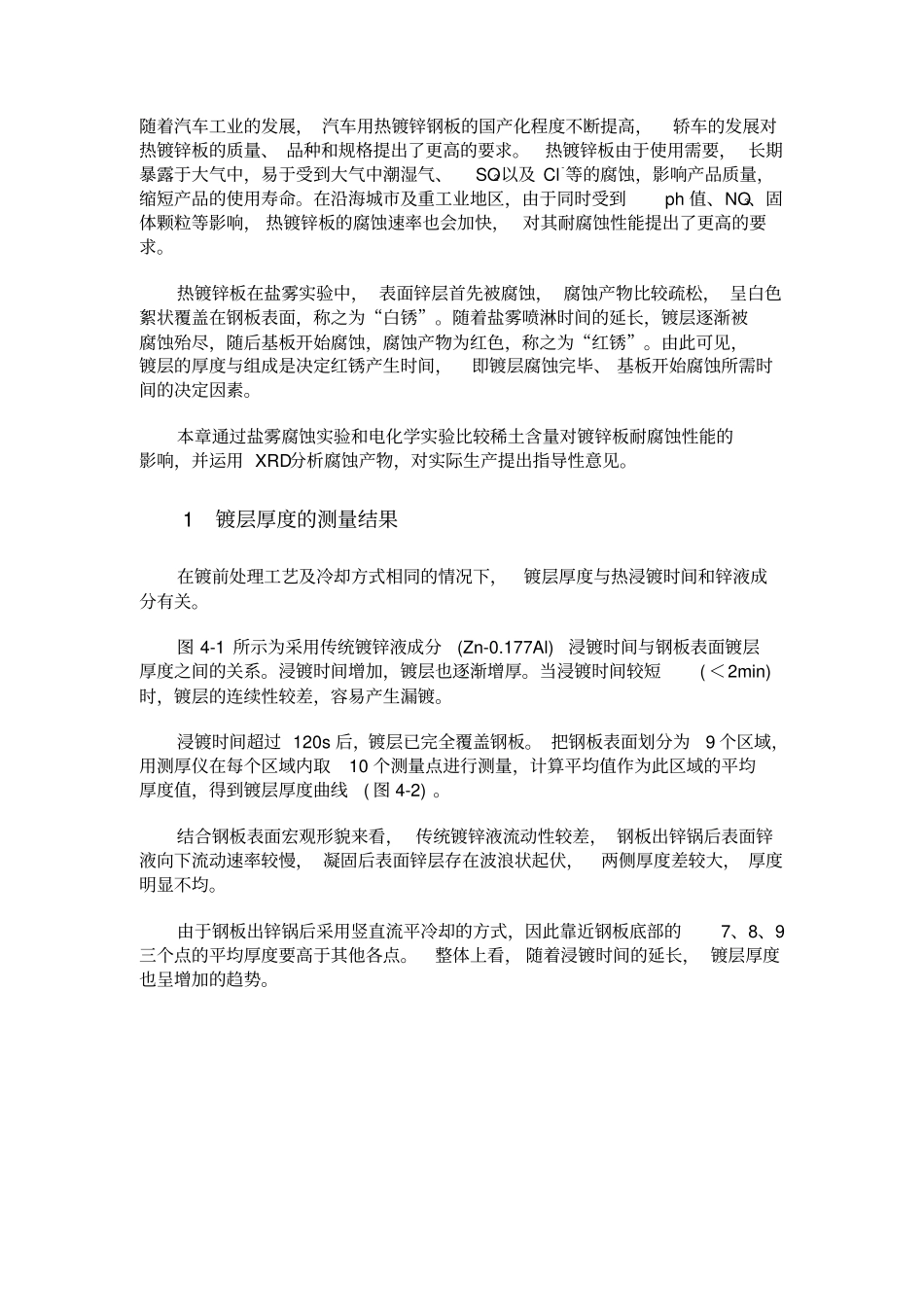
图 4-1 所示为采用传统镀锌液成分(Zn-0
177Al)浸镀时间与钢板表面镀层厚度之间的关系
浸镀时间增加,镀层也逐渐增厚
当浸镀时间较短( <2min)时,镀层的连续性较差,容易产生漏镀
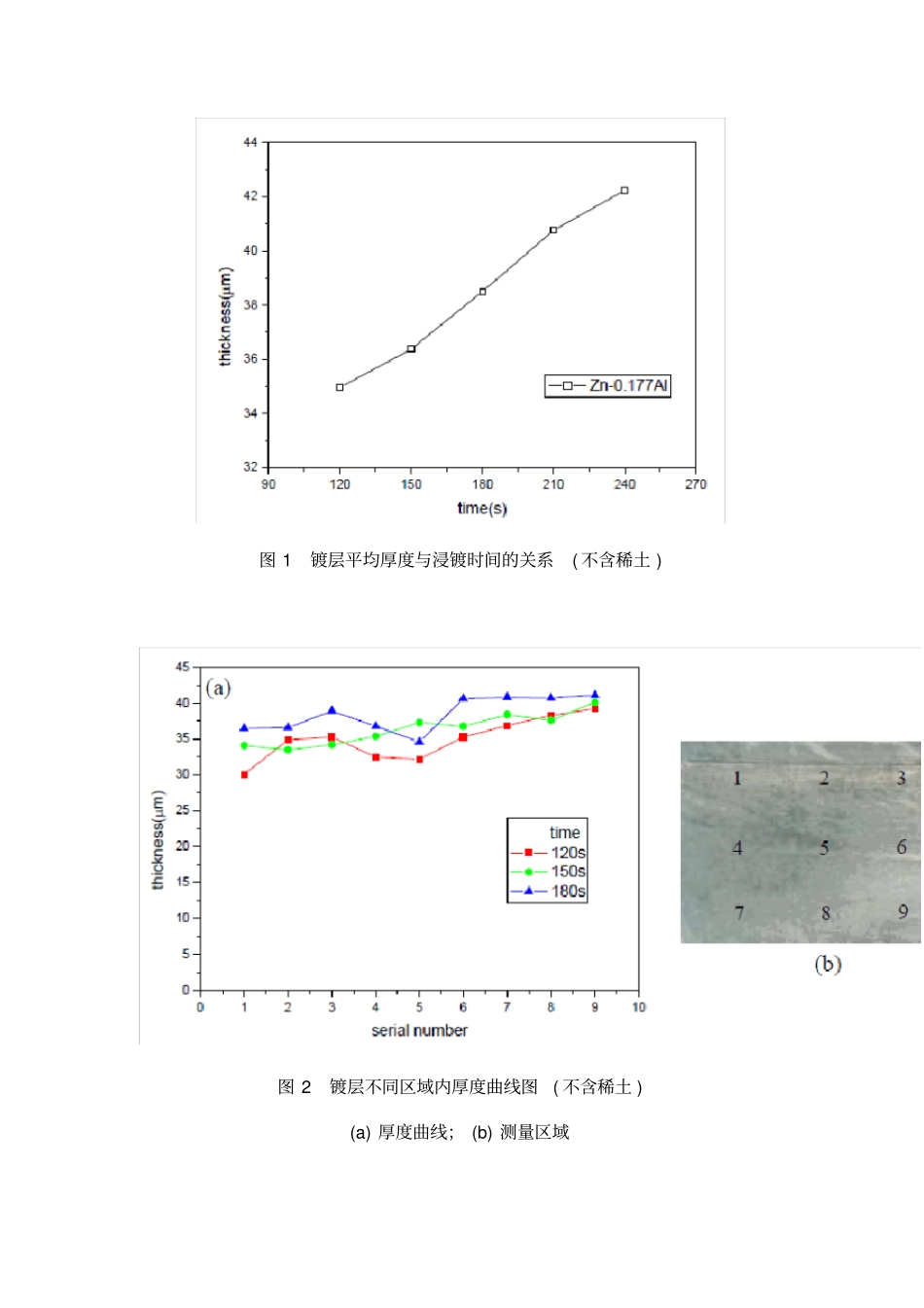
浸镀时间超过 120s 后,镀层已完全覆盖钢板
把钢板表面划分为9 个区域,用测厚仪在每个区域内取10 个测量点进行测量,计算平均值作为此区域的平均厚度值,得到镀层厚度曲线( 图 4-2)
结合钢板表面宏观形貌来看, 传统镀锌液流动性较差, 钢板出锌锅后表面锌液向下流动速率较慢, 凝固后表面锌层存在波浪状起伏,两侧厚度差较大, 厚度明显不均
由于钢板出锌锅后采用竖直流平冷却的方式,因此靠近钢板底部的7、8、9三个点的平均厚度要高于其他各点
整体上看, 随着浸镀时间的延长, 镀层厚度也呈增加的趋势