主题内容与适用范围本标准规定了本公司产品焊接件的技术要求,试验方法和检验规则
本标准适用于本公司生产的造纸机械、矿山机械、环保设备及其它产品焊接件的制造和检验
若本标准规定与图纸要求相矛盾时,应以图纸要求为准
本标准适用于碳素结构钢、低合金结构钢和不锈钢材料,采用手工电弧焊、CO2 气体保护焊及氩弧焊方法制造的焊接件
1用于制造焊接结构件的原材料(板材、型材等)的牌号、规格、尺寸应符合图样或技术文件的要求,若不符时,应按公司内材料代用制度办理材料代用
2用于焊接件的材料(钢板、型钢、铸钢、焊条、焊丝等)购进时,应有质量证明书,并按材料标准规定检验合格后,方准入库使用
3对无牌号、无质证书的原材料和焊材,必须进行检验和鉴定
其成份和性能符合要求时方准使用
2 钢板的初步矫正2
1各种钢材在划线前,不能有较大的变形,其形状公差不得超出下列规定:a
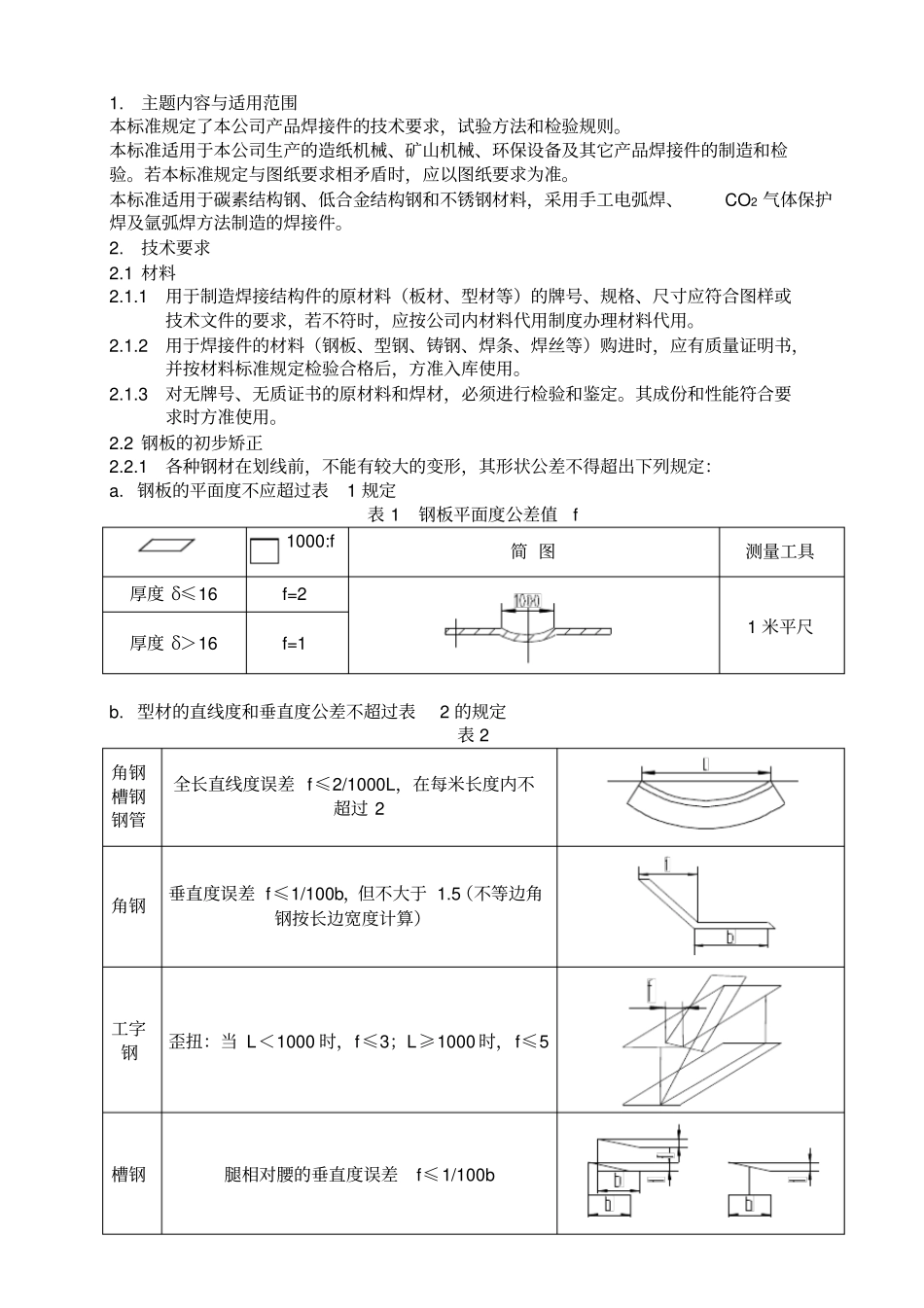
钢板的平面度不应超过表1 规定表 1 钢板平面度公差值f 1000:f 简 图测量工具厚度 δ≤16 f=2 1 米平尺厚度 δ>16 f=1 b
型材的直线度和垂直度公差不超过表2 的规定表 2 角钢槽钢钢管全长直线度误差 f≤2/1000L,在每米长度内不超过 2 角钢垂直度误差 f≤1/100b,但不大于 1
5(不等边角钢按长边宽度计算)工字钢歪扭:当 L<1000 时,f≤3;L≥1000 时,f≤5 槽钢腿相对腰的垂直度误差f≤1/100b c
歪扭不超过表2 的规定,当超过规定,本公司无法矫正时,经检验部门同意,可用于次要结构
2钢材的矫正
可用机械矫正和火焰矫正,或在平台上锤击
矫正后的钢材,不得有明显的伤痕,其伤痕深度,钢板一般≤0
5mm,型钢≤ 1mm
3不锈钢材料不准用铁锤直接锤击(可垫一铜块锤击或用木锤锤击)2
3 号料划线前的准