表格编号: J08-07 泰安市金水龙金属容器有限公司焊接作业指导书编号 20150904产品编号 15036 图号 LDR0
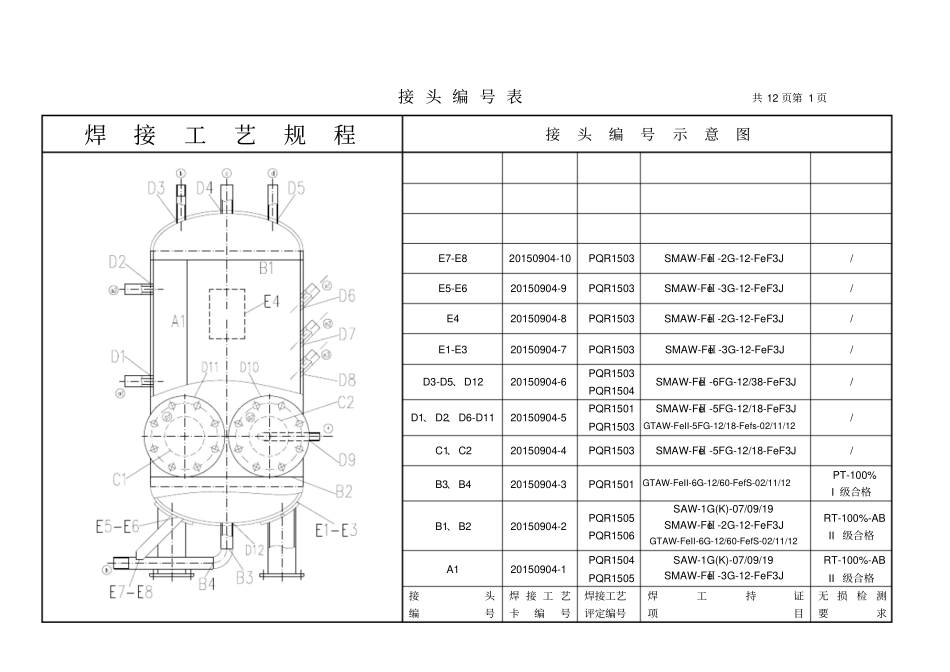
0-00 名称蒸汽发生器版次阶段说明修改标记及处数编制人及日期校审人及日期备注接 头 编 号 表共 12 页第 1 页焊接工艺规程接头编号示意图E7-E8 20150904-10 PQR1503 SMAW-FeⅡ-2G-12-FeF3J / E5-E6 20150904-9 PQR1503 SMAW-FeⅡ-3G-12-FeF3J / E4 20150904-8 PQR1503 SMAW-FeⅡ-2G-12-FeF3J / E1-E3 20150904-7 PQR1503 SMAW-FeⅡ-3G-12-FeF3J / D3-D5、D12 20150904-6 PQR1503 PQR1504 SMAW-FeⅡ-6FG-12/38-FeF3J / D1、 D2、D6-D11 20150904-5 PQR1501 PQR1503 SMAW-FeⅡ-5FG-12/18-FeF3J GTAW-FeII-5FG-12/18-Fefs-02/11/12/ C1、C2 20150904-4 PQR1503 SMAW-FeⅡ-5FG-12/18-FeF3J / B3、B4 20150904-3 PQR1501 GTAW-FeII-6G-12/60-FefS-02/11/12PT-100% I 级合格B1、B2 20150904-2 PQR1505 PQR1506 SAW-1G(K)-07/09/19 SMAW-FeⅡ-2G-12-FeF3J GTAW-FeII-6G-12/60-FefS-02/11/12RT-100%-AB II 级合格A1 20150904-1 PQR1504 PQR1505 SAW-1G(K)-07/09/19 SMAW-Fe