焊接工艺规范及操作规程1.目的和适用范围1.1 本规范对本公司特殊过程――焊接过程进行控制,做到技术先进、经济合理、安全适用、确保质量
1.2 本规范适用于各类铁塔结构、桁架结构、多层和高层梁柱框架结构等工业与民用建筑和一般构筑物的钢结构工程中,钢材厚度≥4mm 的碳素结构钢和低和金高强度结构钢的焊接
适用的焊接方法包括:手工电弧焊、气体保护焊、埋弧焊及相应焊接方法的组合
2.本规范引用如下标准:JGJ81-2002《建筑钢结构焊接技术规程》GB50205 -2001《钢结构工程施工质量验收规范》GB50017 -2003《钢结构设计规范》3.焊接通用规范3. 1 焊接设备3.1.1 焊接设备的性能应满足选定工艺的要求
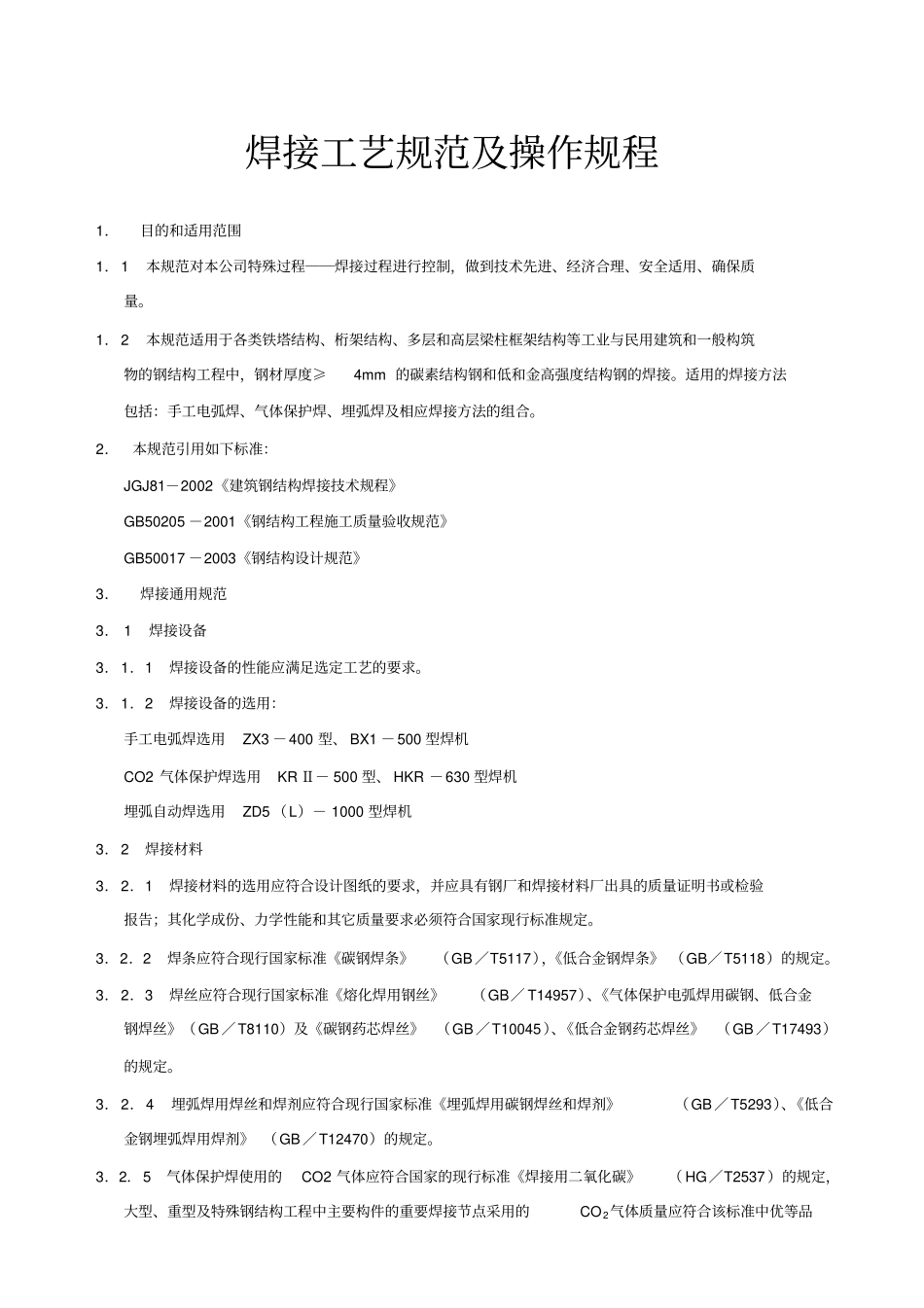
3.1.2 焊接设备的选用:手工电弧焊选用ZX3 -400 型、 BX1 -500 型焊机CO2 气体保护焊选用KR Ⅱ- 500 型、 HKR -630 型焊机埋弧自动焊选用ZD5 (L)- 1000 型焊机3.2 焊接材料3.2.1 焊接材料的选用应符合设计图纸的要求,并应具有钢厂和焊接材料厂出具的质量证明书或检验报告;其化学成份、力学性能和其它质量要求必须符合国家现行标准规定
3.2.2 焊条应符合现行国家标准《碳钢焊条》(GB /T5117),《低合金钢焊条》 (GB/T5118)的规定
3.2.3 焊丝应符合现行国家标准《熔化焊用钢丝》(GB/ T14957)、《气体保护电弧焊用碳钢、低合金钢焊丝》(GB /T8110)及《碳钢药芯焊丝》 (GB /T10045)、《低合金钢药芯焊丝》 (GB /T17493)的规定
3.2.4 埋弧焊用焊丝和焊剂应符合现行国家标准《埋弧焊用碳钢焊丝和焊剂》(GB /T5293)、《低合金钢埋弧焊用焊剂》 (GB /T12470)的规定
3.2.5 气体保护焊使用的CO2 气体应符合国家的现行标准《焊接用二氧化碳》