I / 11 焊缝的射线检测0 应用背景射线检测应用最多的是焊接接头的缺陷检测
1 检测原理1
1 平板焊缝[1]平板焊缝多数都是直焊缝,检测工艺比较简单
在透照中,要注意射线的实际穿透厚度和入射方向
由于焊缝有加强高,有的还有垫板,所以射线实际的穿透厚度大于母材的厚度
1 和表 1-1 是平板焊缝透照时的实际穿透厚度的计算方法,图表中的T、T1、T2 为母材厚度, TA 为实际穿透厚度, T'为垫板厚度
第一、二类焊缝是母材等厚的单面和双面对接焊缝,穿透厚度只加上加强高的厚度
加强高的厚度一般规定一面为2mm
通常入射方向应与焊缝所在平面垂直(实线箭头所示方向),亦可与焊缝平面旱一定的夹角〔虚线箭头所示方向)
为保证焊缝内与板面方向垂直的裂纹等缺陷能够检出,夹角大小应控制在以内
第三类焊缝是母材不等厚的对接焊缝,穿透厚度按薄材计算
第四类是对接焊缝,单面焊,母材等厚,加垫板
第五类是T 形接头,射线倾斜人射,夹角为
第六类焊缝是搭接接头,通常采用厚度补偿法透照时相当于第一类焊缝,如果不采用厚度补偿,则要根据T1、T2 的实际厚度止确选择管电压,在可能的情况下应提高宽容度,或者参照T 形接头透照
1 平板焊缝穿透厚度与人射方向表 1-1 平板焊缝射线穿透厚度II / 11 1
2 环焊缝环焊缝,即管件、筒件和容器等的圆周焊缝,按照工件直径、壁厚的不同和结构的特点,可以采用不同的检测方法进行检测
概括起来可分为下三种:源在外单壁检测方法;源在外双壁检测方法;源在内
单壁检测方法,包括周向检、偏心检测
X 射线扫描检测技术是射线照相检测技术的延伸,主要应用于可将胶片放置于环焊缝内部的中小直径管的大批量的射线检测,是一种非常行之有效的、 较为特殊的 X 射线检测方法
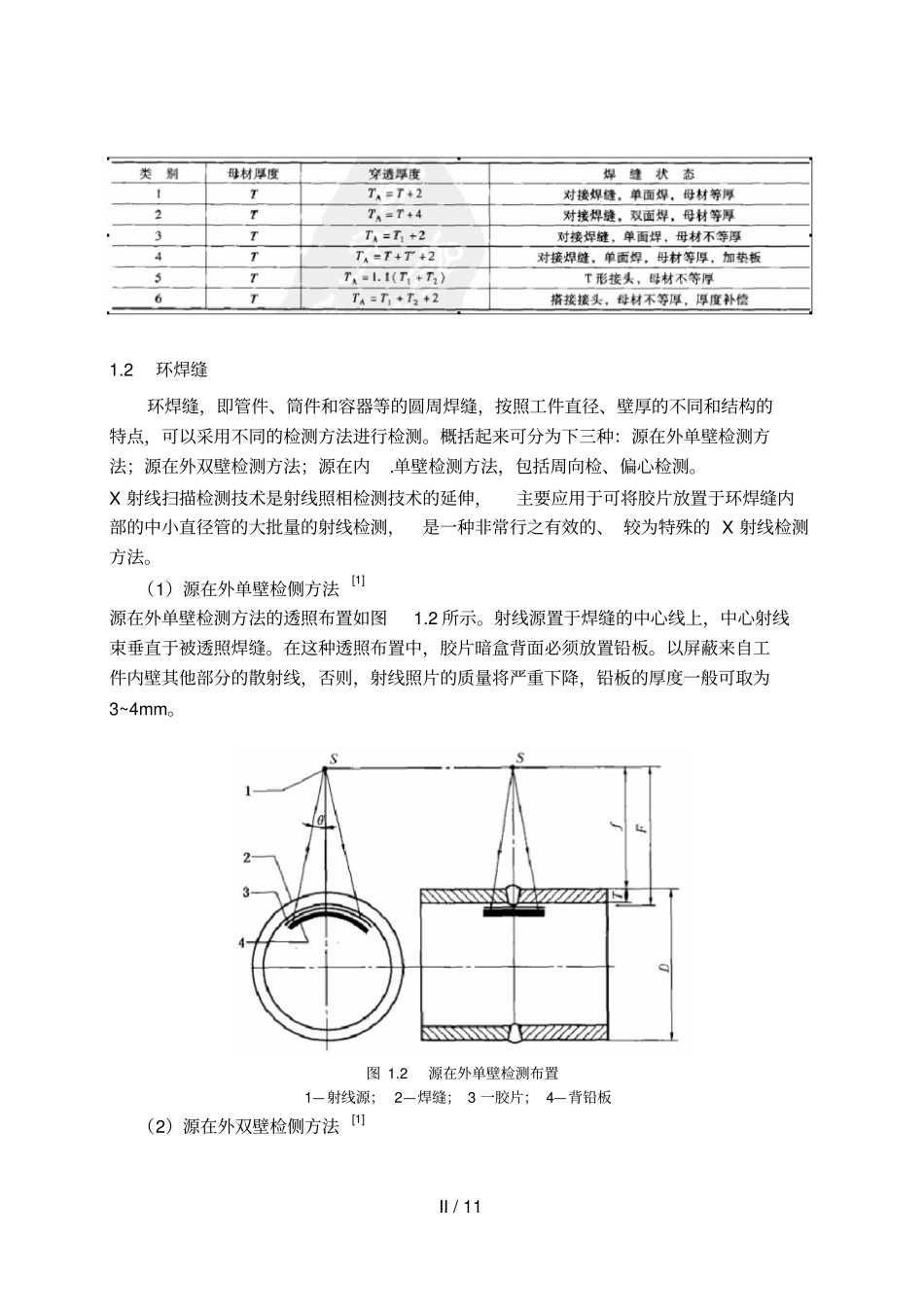
(1)源在外单壁检侧方法[1]源在外单壁检测方法的透照布置如图1
射线源置于焊