2、 尽 量 减 少 焊 缝 数 量 和 长 度减 少 焊 缝 数 量 和 长 度 , 可 减 少 焊 接 加 热 、 焊 接 应 力 和 变 形 ,减 少 焊 接 材 料 消 耗 , 提 高 生 产 率
如 下 图 所 示
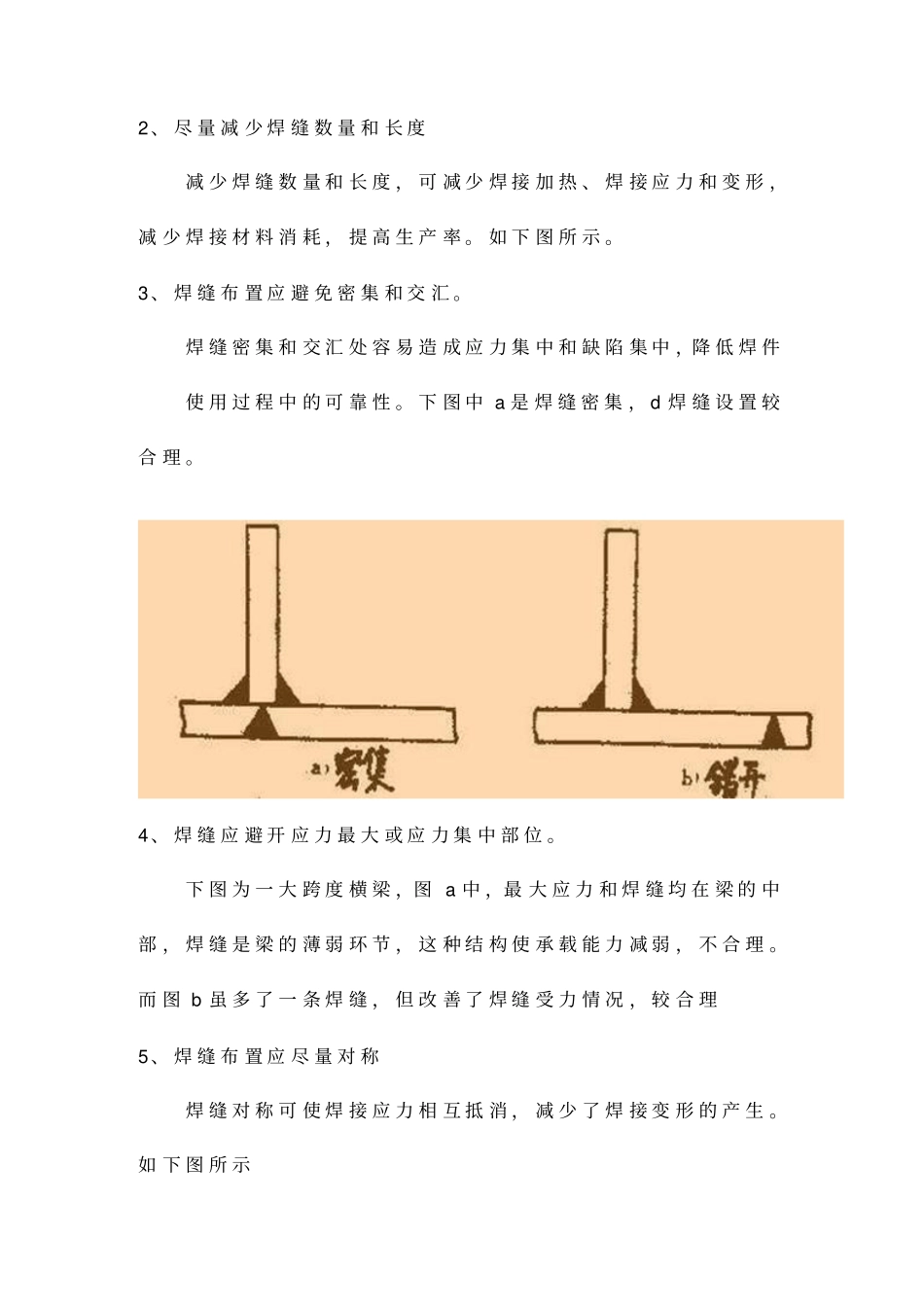
3、 焊 缝 布 置 应 避 免 密 集 和 交 汇
焊 缝 密 集 和 交 汇 处 容 易 造 成 应 力 集 中 和 缺 陷 集 中 ,降 低 焊 件使 用 过 程 中 的 可 靠 性
下 图 中 a 是 焊 缝 密 集 , d 焊 缝 设 置 较合 理
4、 焊 缝 应 避 开 应 力 最 大 或 应 力 集 中 部 位
下 图 为 一 大 跨 度 横 梁 ,图 a 中 ,最 大 应 力 和 焊 缝 均 在 梁 的 中部 , 焊 缝 是 梁 的 薄 弱 环 节 , 这 种 结 构 使 承 载 能 力 减 弱 , 不 合 理
而 图 b 虽 多 了 一 条 焊 缝 , 但 改 善 了 焊 缝 受 力 情 况 , 较 合 理5、 焊 缝 布 置 应 尽 量 对 称焊 缝 对 称 可 使 焊 接 应 力 相 互 抵 消 , 减 少 了 焊 接 变 形 的 产 生
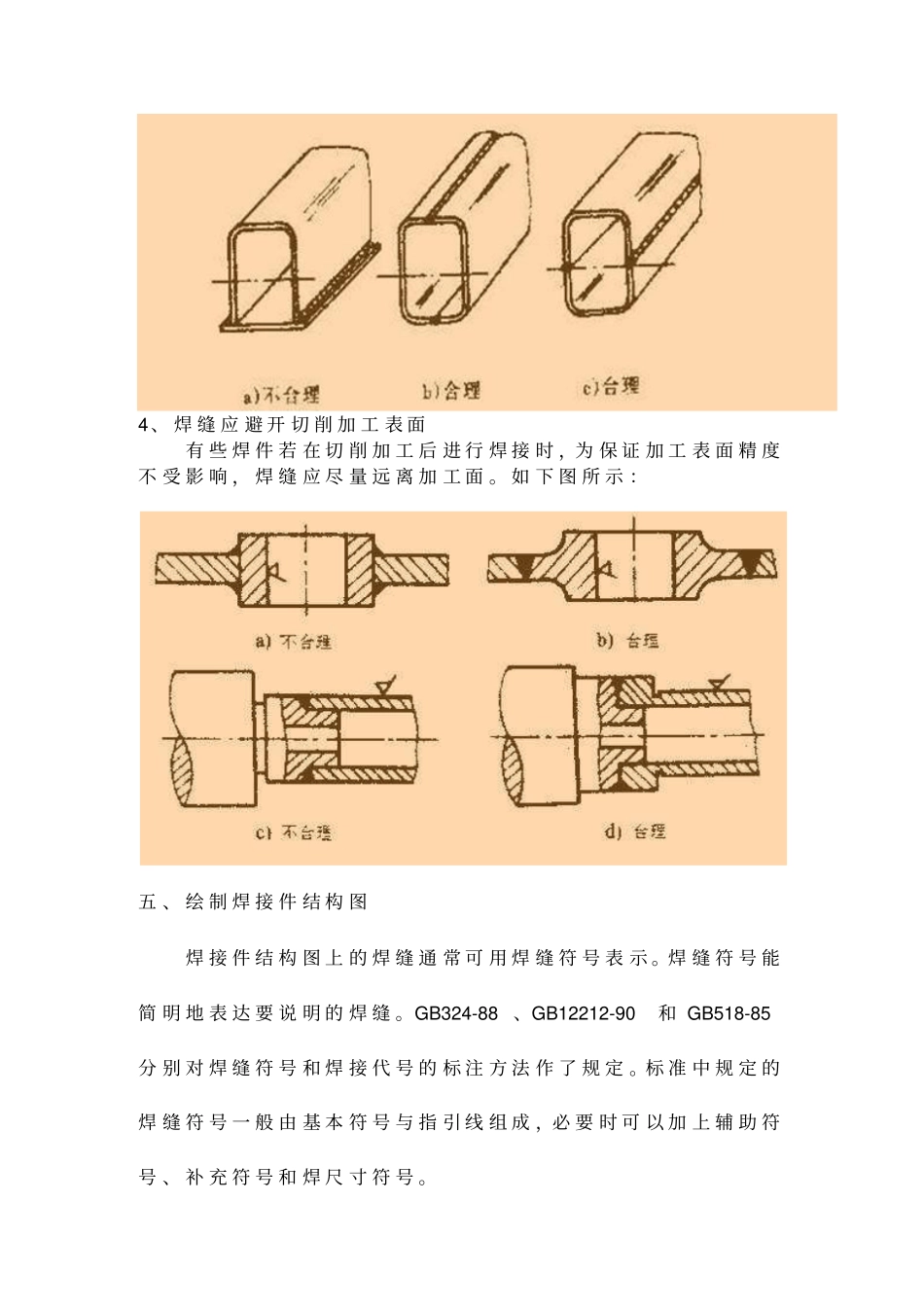
如 下 图 所 示4、 焊 缝 应 避 开 切 削 加 工 表 面有 些 焊 件 若 在 切 削 加 工 后 进 行 焊 接 时 ,为 保 证 加 工 表 面 精 度不 受 影 响 , 焊 缝 应 尽 量 远 离 加 工 面
如 下 图 所 示 :五 、 绘 制 焊 接 件 结 构 图焊 接 件 结 构 图 上 的 焊 缝 通 常 可 用 焊 缝 符 号 表 示
焊 缝 符 号 能简 明 地 表 达 要 说 明 的 焊 缝
GB324-88、GB12212-90和 GB518-85分 别 对 焊 缝 符 号 和 焊 接 代 号 的 标 注 方 法 作 了 规 定