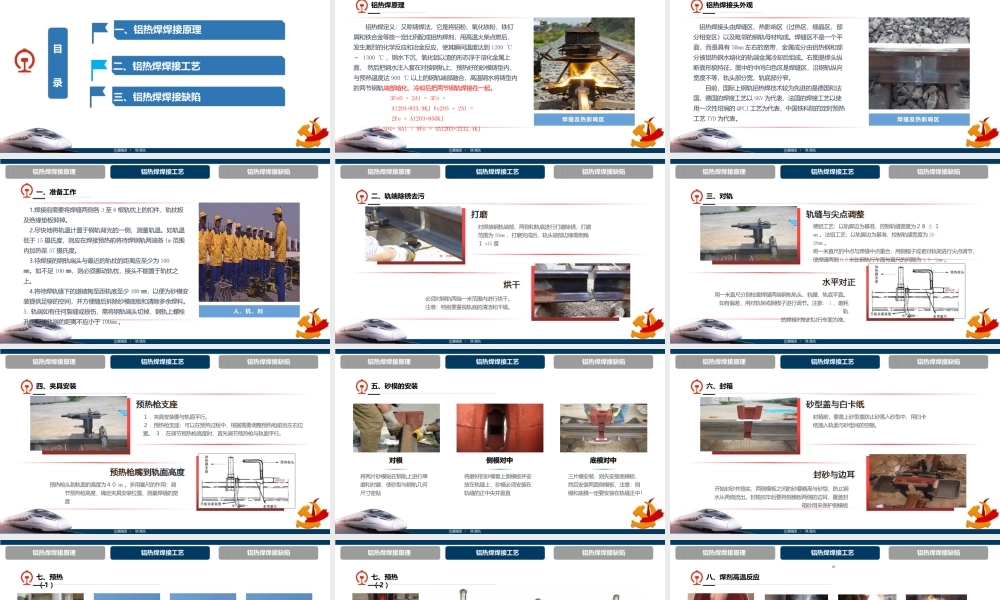
铝热焊焊接原理学习及伤损识别交通强 国 · 铁 路先行一、铝热焊焊接原理目二、铝热焊焊接工艺录三、铝热焊焊接缺陷交通强 国 · 铁 路先行铝热焊原理焊缝及热影响区铝热焊定义:又称铸焊法,它是将铝粉、氧化铁粉、铁钉屑和铁合金等按一定比例配成铝热焊剂,用高温火柴点燃后,发生激烈的化学反应和冶金反应,使其瞬间温度达到 1200 ℃~ 1300 ℃ ,钢水下沉,氧化铝以渣的形态浮于溶化金属上面, 然后把钢水注入套在对接钢轨上、预热好的砂模铸型内,与预热温度达 900 ℃ 以上的钢轨端部融合,高温钢水将铸型内的两节钢轨端部熔化,冷却后把两节钢轨焊接在一起
3FeO + 2Al = 3Fe + Al2O3+833
9KJ Fe2O3 + 2Al = 2Fe + Al2O3+850KJ3Fe3O4+ 8Al = 9Fe + 4Al2O3+3232
4KJ铝热焊焊接原理铝热焊焊接工艺铝热焊焊接缺陷交通强 国 · 铁 路先行铝热焊接头外观焊缝及热影响区铝热焊接头由焊缝区、热影响区(过热区、细晶区、部分相变区)以及毗邻的钢轨母材构成
焊缝区不是一个平面,而是具有 50mm 左右的宽带,金属成分由铝热钢和部分被铝热钢水熔化的轨端金属冷却后组成
右图是焊头纵断面形貌特征,图中的中间白色区是焊缝区,沿钢轨纵向宽度不等,轨头部分宽,轨底部分窄
目前,国际上钢轨铝热焊技术较为先进的是德国和法国,德国的焊接工艺以 SKV 为代表,法国的焊接工艺以使用一次性坩埚的 QPCJ 工艺为代表,中国铁科院的定时预热工艺 TYD 为代表
铝热焊焊接原理铝热焊焊接工艺铝热焊焊接缺陷交通强 国 · 铁 路先行一、准备工作人、机、料1
焊接前需要将焊缝两侧各 3 至 6 根轨枕上的扣件、轨枕板及绝缘垫板卸掉
尽快地将轨温计置于钢轨背光的一侧,测量轨温
如轨温低于 15 摄氏度,则应在焊接预热前将待焊钢轨两端各 1m 范