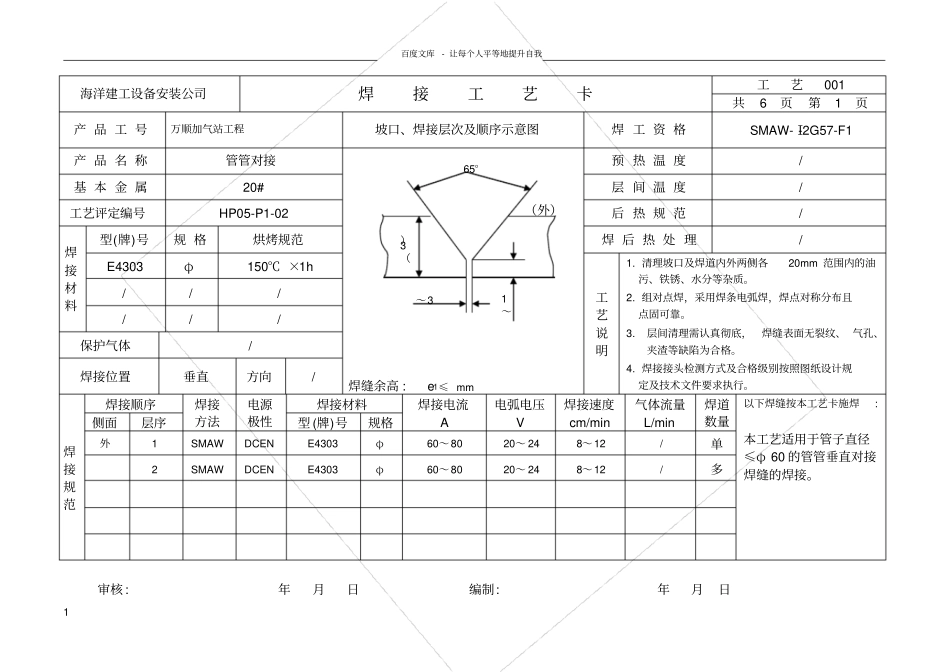
百度文库- 让每个人平等地提升自我1 海洋建工设备安装公司焊接工艺卡工艺001 共6 页第1 页产 品 工 号万顺加气站工程坡口、焊接层次及顺序示意图焊 工 资 格SMAW-Ⅰ-2G57-F1产 品 名 称管管对接(外)焊缝余高 : e1≤ mm预 热 温 度/ 基 本 金 属20# 层 间 温 度/ 工艺评定编号HP05-P1-02 后 热 规 范/ 焊接材料型(牌)号规 格烘烤规范焊 后 热 处 理/ E4303 φ150℃ × 1h 工艺说明1
清理坡口及焊道内外两侧各20mm 范围内的油污、铁锈、水分等杂质
组对点焊,采用焊条电弧焊,焊点对称分布且点固可靠
层间清理需认真彻底,焊缝表面无裂纹、 气孔、夹渣等缺陷为合格
焊接接头检测方式及合格级别按照图纸设计规定及技术文件要求执行
/ / / / / / 保护气体/ 焊接位置垂直方向/ 焊接规范焊接顺序焊接方法电源极性焊接材料焊接电流A 电弧电压V 焊接速度cm/min 气体流量L/min 焊道数量以下焊缝按本工艺卡施焊: 本工艺适用于管子直径≤φ 60 的管管垂直对接焊缝的焊接
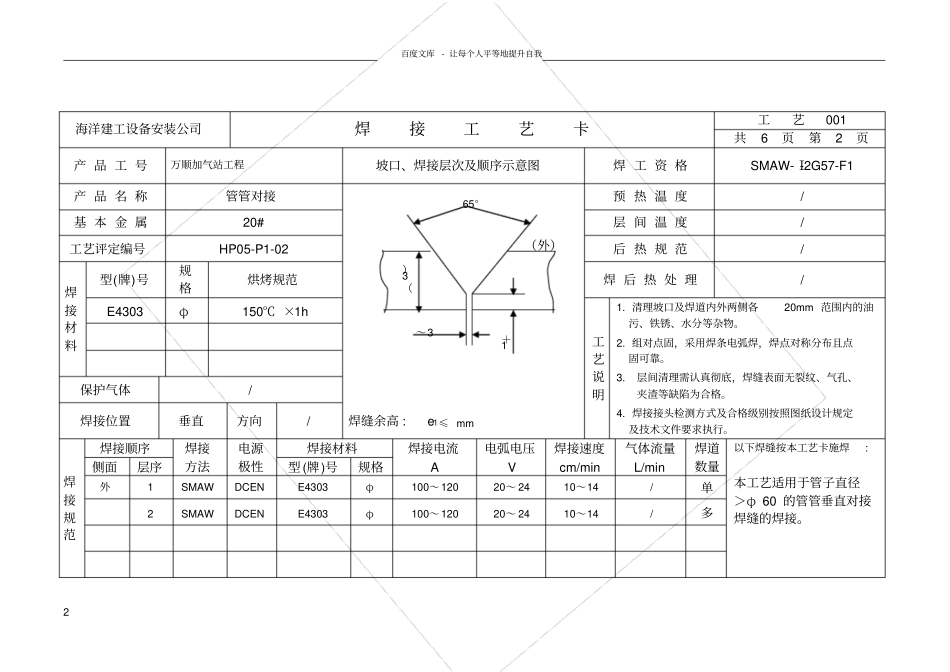
侧面层序型 (牌)号规格外1 SMAW DCEN E4303 φ60~80 20~ 24 8~12 / 单2 SMAW DCEN E4303 φ60~80 20~ 24 8~12 / 多审核 : 年月日编制: 年月日(3)~3 65°~1百度文库- 让每个人平等地提升自我2 海洋建工设备安装公司焊接工艺卡工艺001 共6 页第2 页产 品 工 号万顺加气站工程坡口、焊接层次及顺序示意图焊 工 资 格SMAW-Ⅰ-2G57-F1产 品 名 称管管对接(外)焊缝余高 : e1≤ mm预 热 温 度/ 基 本 金 属20# 层 间 温 度/ 工艺评定编号HP05-P1-02 后 热 规 范/ 焊接材料型(牌)号规格烘烤规范焊 后