下载后可任意编辑YLQS江苏跃龙电仪设备有限公司企业标准YLQS-S-001节能耐腐蚀钢制桥架制造工艺和检验法律规范 -11-01 颁布 -11-10 实施 江苏跃龙电仪设备有限公司发布目录1.梯式桥架……………………………………………………………………32.槽式桥架……………………………………………………………………53.大跨距桥架………………………………………………………………
6下载后可任意编辑4.安装支件……………………………………………………………………85.表面处理……………………………………………………………………96.其它要求……………………………………………………………………91
梯式桥架梯式桥架根据装配形式能够分为可拆卸拼装和焊接定型组装两种, 而其出货形式则根据客户需求一般分散件出货和装配成型出货
1 直通直通主要由邦边、 梯桄和盖板组成, 根据本公司生产工艺, 邦边、 梯桄均采纳冷弯成型技术
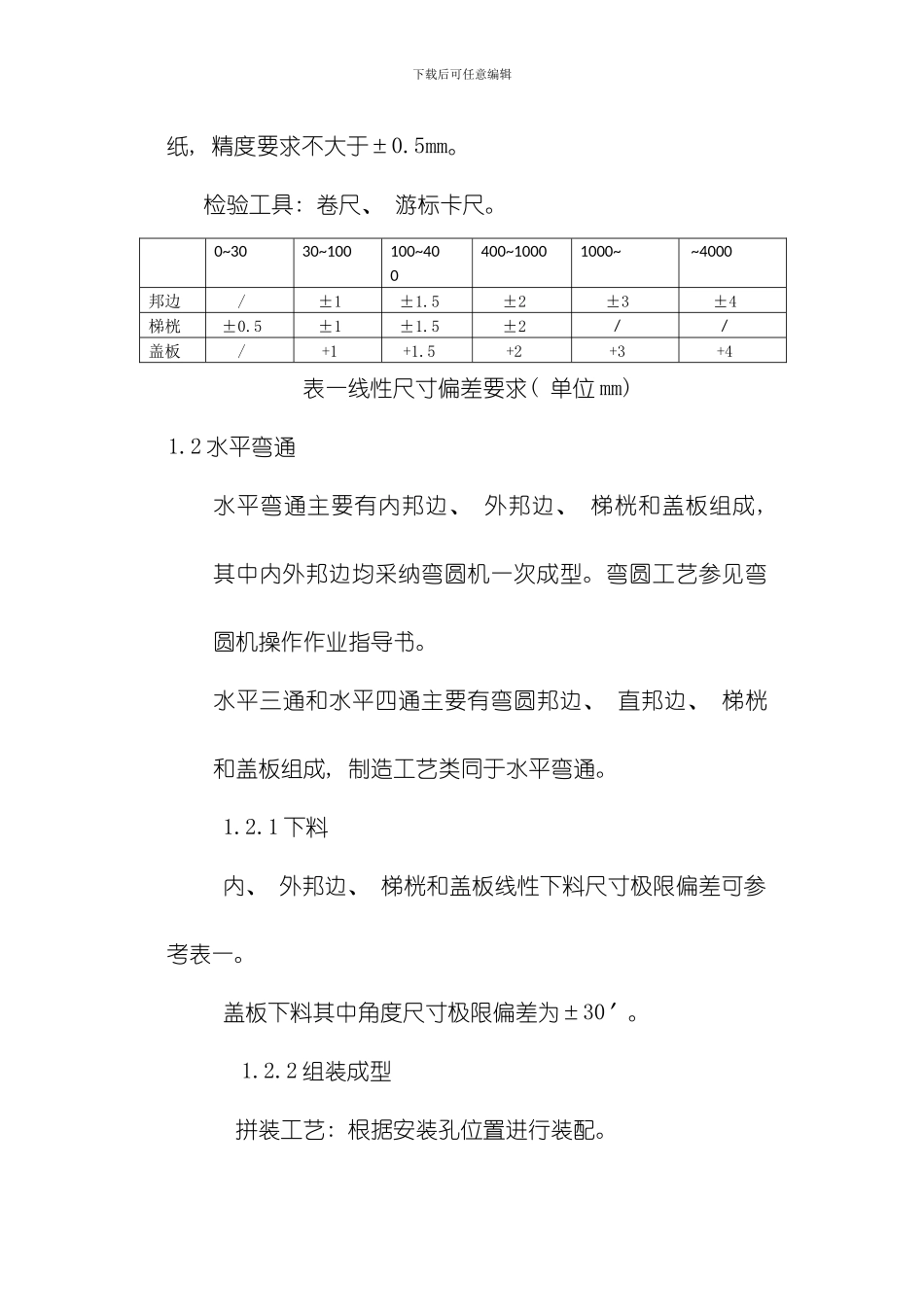
在制造过程中要根据其尺寸规格要求, 参照表一执行相应的尺寸精度检验
其中邦边、 梯桄和盖板上型材冲孔尺寸和位置尺寸, 参照设计图下载后可任意编辑纸, 精度要求不大于±0
检验工具: 卷尺、 游标卡尺
0~3030~100100~400400~10001000~ ~4000邦边/±1±1
5±2±3±4梯桄±0
5±2//盖板/+1+1
5+2+3+4表一线性尺寸偏差要求( 单位 mm) 1
2 水平弯通水平弯通主要有内邦边、 外邦边、 梯桄和盖板组成, 其中内外邦边均采纳弯圆机一次成型
弯圆工艺参见弯圆机操作作业指导书
水平三通和水平四通主要有弯圆邦边、 直邦边、 梯桄和盖板组成, 制造工艺类同于水平弯通
1 下料内、 外邦边、 梯桄和盖板线性下料尺寸极限偏差可参考表一
盖板下料其中角度尺寸极限偏差为±30′