下载后可任意编辑设计杠杆零件加工工艺规程及钻削 Φ孔工序专用夹具模板12024 年 4 月 19 日下载后可任意编辑此套设计有全套 CAD 图和卡片, 有意者请联系我索取1 杠杆的工艺性分析1
1 杠杆的用途题目给出的零件是杠杆
它的主要的作用是用来支承、 固定的
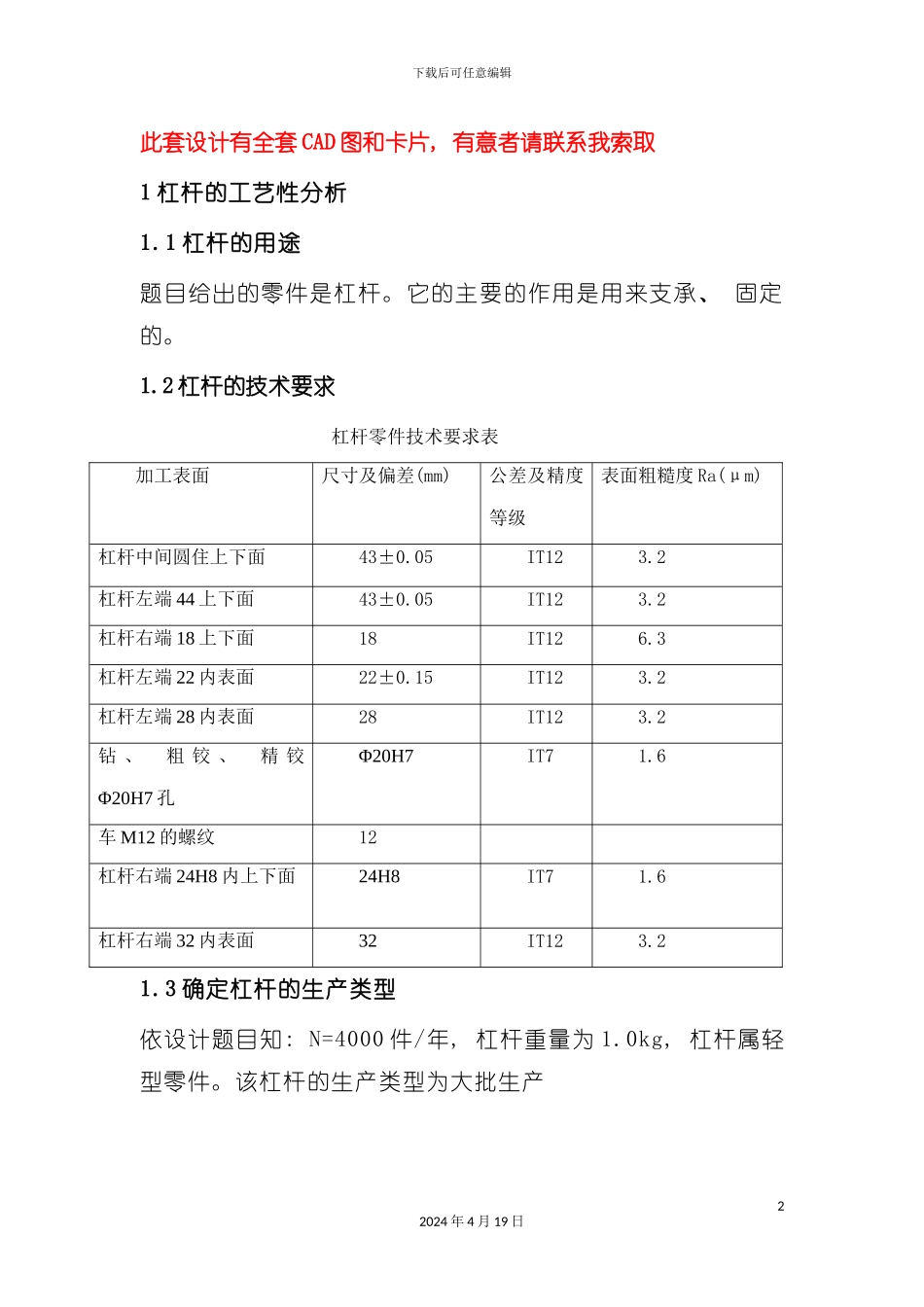
2 杠杆的技术要求杠杆零件技术要求表加工表面尺寸及偏差(mm)公差及精度等级表面粗糙度 Ra(μm)杠杆中间圆住上下面43±0
05IT123
2杠杆左端 44 上下面43±0
05IT123
2杠杆右端 18 上下面18IT126
3杠杆左端 22 内表面22±0
15IT123
2杠杆左端 28 内表面28IT12 3
2钻 、 粗 铰 、 精 铰Φ20H7 孔Φ20H7IT71
6车 M12 的螺纹12杠杆右端 24H8 内上下面24H8 IT71
6杠杆右端 32 内表面32IT123
3 确定杠杆的生产类型依设计题目知: N=4000 件/年, 杠杆重量为 1
0kg, 杠杆属轻型零件
该杠杆的生产类型为大批生产22024 年 4 月 19 日下载后可任意编辑2、 确定毛坯, 绘制毛坯简图2
1 选择毛坯零件的材料 HT150
考虑到零件在工作中处于润滑状态 , 采纳润滑效果较好的铸铁
由于年产量为 4000 件, 达到大批生产的水平, 而且零件的轮廓尺寸不大, 铸造表面质量的要求高, 故可采纳铸造质量稳定的, 表面质量与机械性能均好, 适合大批生产的金属模铸造
又由于零件的对称特性 , 故实行两件铸造在一起的方法, 便于铸造和加工工艺过程, 而且还能够提高生产率
2 确定铸造杠杆毛坯尺寸公差及机械加工余量2
1 公差等级由于杠杆的功用和技术要求
确定该零件的公差等级为普通级
2 铸件重量 已知机械加工后杠杆件的重量为 1kg, 由此可初步估量机械加工前铸件毛坯的重量为 1