Technology
Profession模具相关知识介绍模具相关知识介绍IntroductionIntroduction主讲:Technology
Profession1
线割知识介绍简介(P3~P6)2
研磨知识介绍(P7~P8)3
模具常用材料介绍(P9~P10)4
热处理知识介绍(P11~P12)IndexTechnology
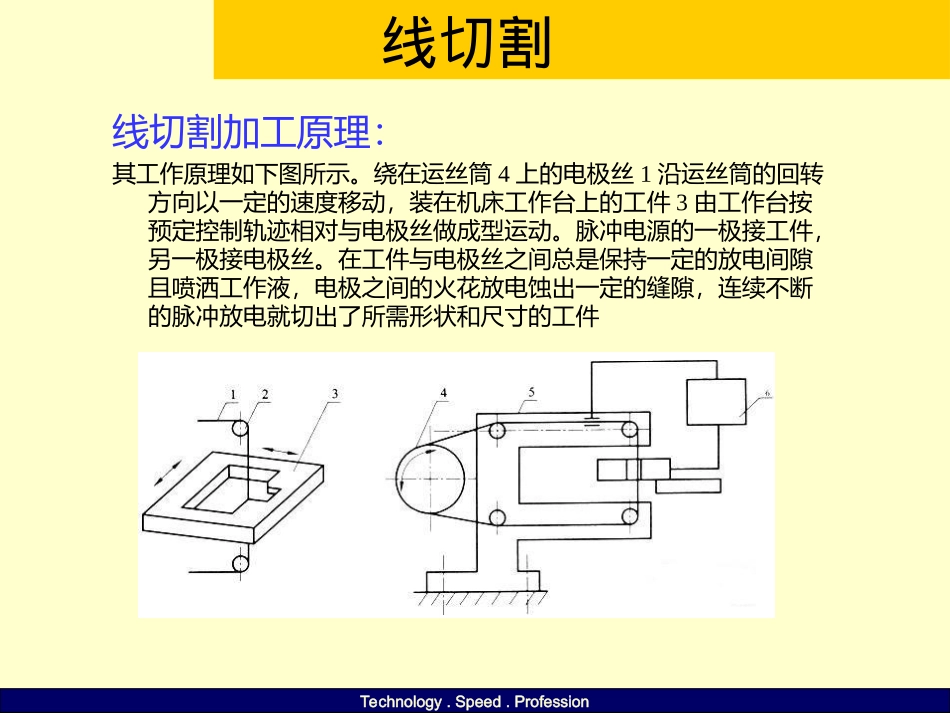
Profession线切割线切割加工原理:其工作原理如下图所示
绕在运丝筒4上的电极丝1沿运丝筒的回转方向以一定的速度移动,装在机床工作台上的工件3由工作台按预定控制轨迹相对与电极丝做成型运动
脉冲电源的一极接工件,另一极接电极丝
在工件与电极丝之间总是保持一定的放电间隙且喷洒工作液,电极之间的火花放电蚀出一定的缝隙,连续不断的脉冲放电就切出了所需形状和尺寸的工件Technology
Profession线切割线切割加工分类:1
快走丝:快走丝是电火花线切割的一种,也叫高速走丝电火花线切割机床(WEDM-HS),其电极丝(一般采用钼丝)作高速往复运动,走丝速度为8~10m/s,电极丝可重复使用,加工速度较高,走丝容易造成电极丝抖动和反向时停顿,使加工质量下降,是我国生产和使用的主要机种,是我国独创的电火花线切割加工模式2
慢走丝:电极丝以铜线作为工具电极,通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品
目前精度可达0
001mm级,表面质量也接近磨削水平
电极丝放电后不再使用
工作平稳、均匀、抖动小、加工精度高、表面质量好,但不宜加工大厚度工件
由于机床结构精密,技术含量高,机床价格高,因此使用成本也高
中走丝:原理是在粗加工时采用8-12m/s高速走丝,精加工时采用1-3m/s低速走丝,这样工作相对平稳、抖动