下载后可任意编辑厂房钢构涂装施工指导工艺下载后可任意编辑油 漆 施 工 工 艺总 则: 本涂装工艺方案旨在为标题项目提供 以上的工业大气状况下的防腐期限
施工过程、 施工质量的控制是油漆系统实现应有的防腐系统设计效果及外表美观的重要环节, 因此在涂装施工中应严格根据工艺要求进行施工
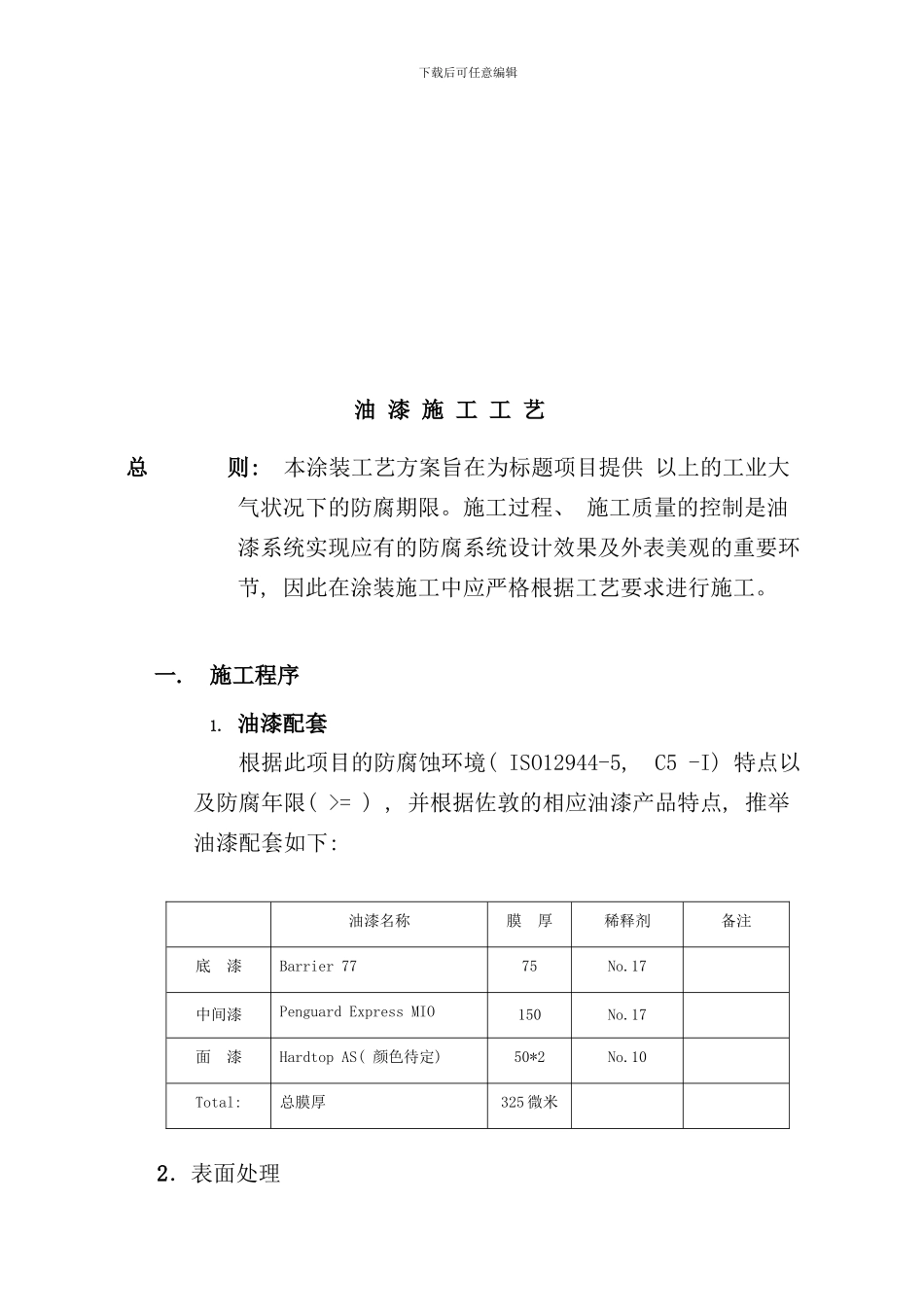
油漆配套 根据此项目的防腐蚀环境( ISO12944-5, C5 -I) 特点以及防腐年限( >= ) , 并根据佐敦的相应油漆产品特点, 推举油漆配套如下: 油漆名称膜 厚稀释剂备注底 漆Barrier 77 75No
17中间漆Penguard Express MIO150No
17面 漆Hardtop AS( 颜色待定) 50*2No
10Total: 总膜厚325 微米2.表面处理下载后可任意编辑2
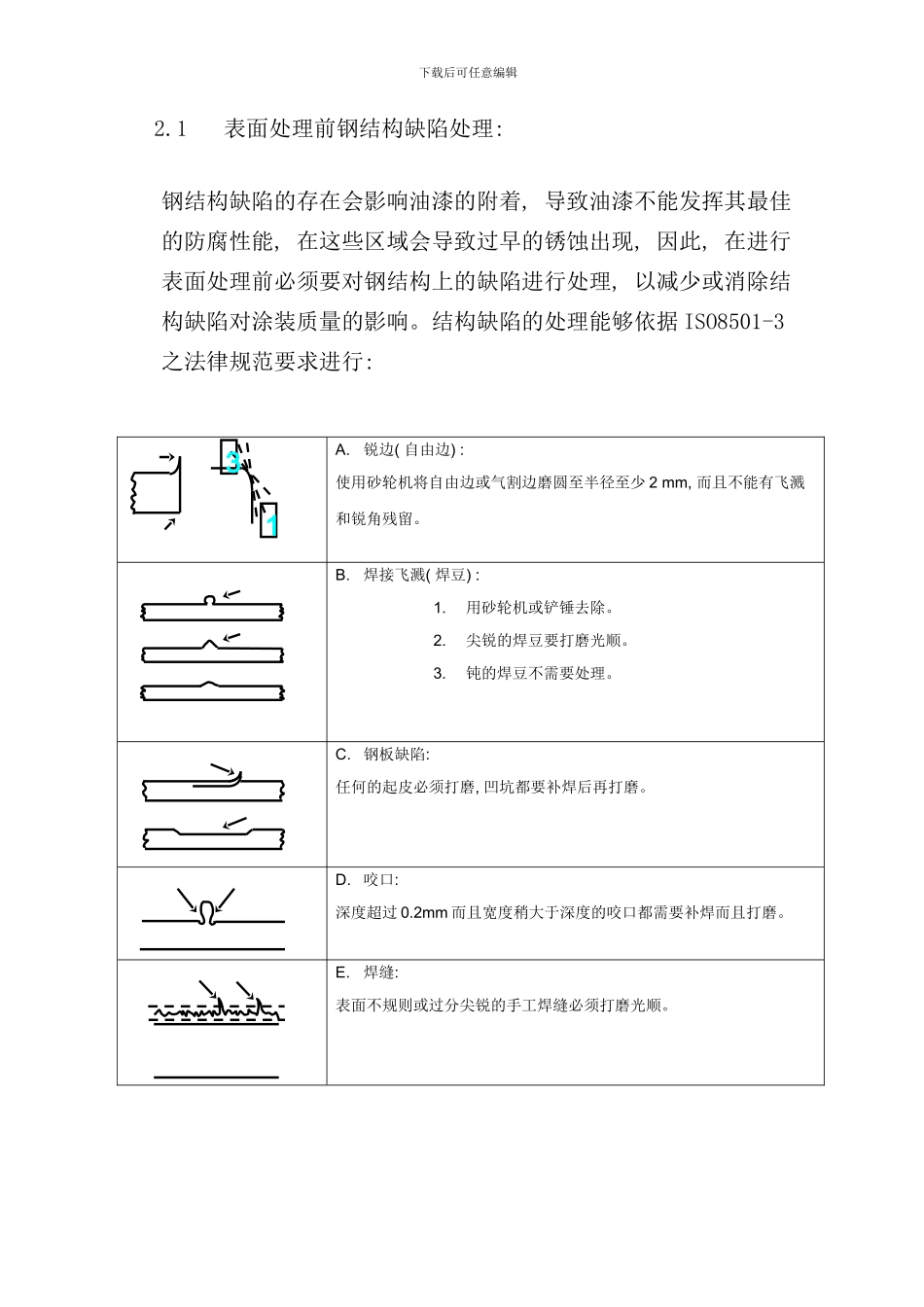
1表面处理前钢结构缺陷处理: 钢结构缺陷的存在会影响油漆的附着, 导致油漆不能发挥其最佳的防腐性能, 在这些区域会导致过早的锈蚀出现, 因此, 在进行表面处理前必须要对钢结构上的缺陷进行处理, 以减少或消除结构缺陷对涂装质量的影响
结构缺陷的处理能够依据 ISO8501-3之法律规范要求进行: A
锐边( 自由边) :使用砂轮机将自由边或气割边磨圆至半径至少 2 mm, 而且不能有飞溅和锐角残留
焊接飞溅( 焊豆) :1
用砂轮机或铲锤去除
尖锐的焊豆要打磨光顺
钝的焊豆不需要处理
钢板缺陷:任何的起皮必须打磨, 凹坑都要补焊后再打磨
咬口:深度超过 0
2mm 而且宽度稍大于深度的咬口都需要补焊而且打磨
焊缝:表面不规则或过分尖锐的手工焊缝必须打磨光顺
13下载后可任意编辑F
气割边:过分不规则的手工气割边表面必须打磨
结构缺陷的实例照片: 尖锐的自由边需要倒角, 以使其圆滑过渡焊豆、 飞溅、 气孔、 不规则焊缝等焊接缺陷气孔 间断焊下载后可