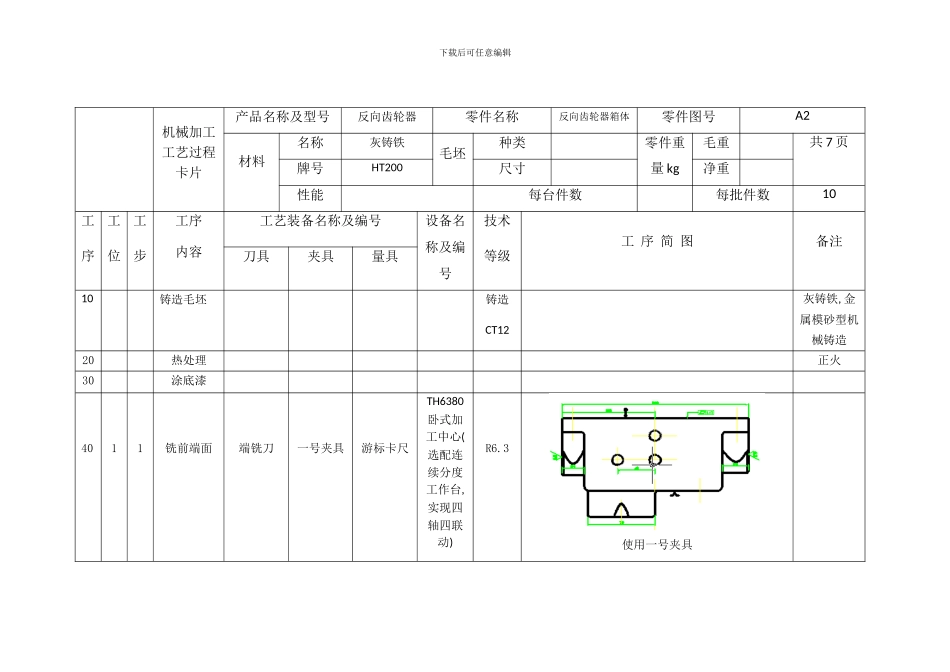
下载后可任意编辑机械加工工艺过程卡片产品名称及型号反向齿轮器零件名称反向齿轮器箱体零件图号A2材料名称灰铸铁毛坯种类零件重量 kg毛重共 7 页牌号HT200尺寸净重性能每台件数每批件数10工序工位工步工序内容工艺装备名称及编号设备名称及编号技术等级工 序 简 图备注刀具夹具量具10铸造毛坯铸造CT12灰铸铁, 金属模砂型机械铸造20热处理正火30涂底漆4011铣前端面端铣刀一号夹具游标卡尺TH6380卧式加工中心( 选配连续分度工作台, 实现四轴四联动) R6
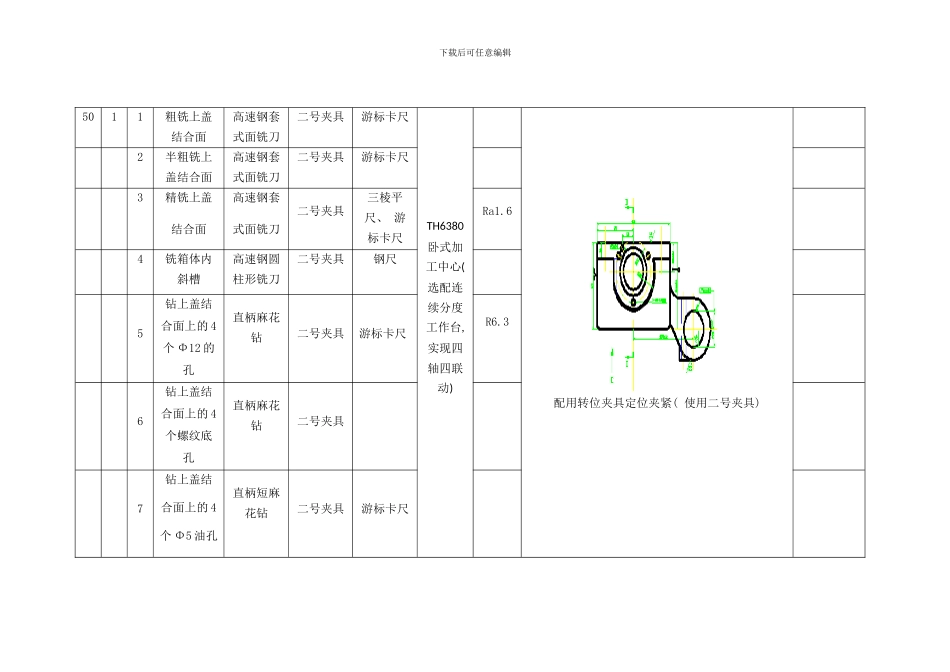
3使用一号夹具下载后可任意编辑5011粗铣上盖结合面高速钢套式面铣刀二号夹具游标卡尺TH6380卧式加工中心( 选配连续分度工作台, 实现四轴四联动) 配用转位夹具定位夹紧( 使用二号夹具) 2半粗铣上盖结合面高速钢套式面铣刀二号夹具游标卡尺3精铣上盖结合面高速钢套式面铣刀二号夹具三棱平尺、 游标卡尺Ra1
64铣箱体内斜槽高速钢圆柱形铣刀二号夹具钢尺5钻上盖结合面上的 4个 Φ12 的孔直柄麻花钻二号夹具游标卡尺R6
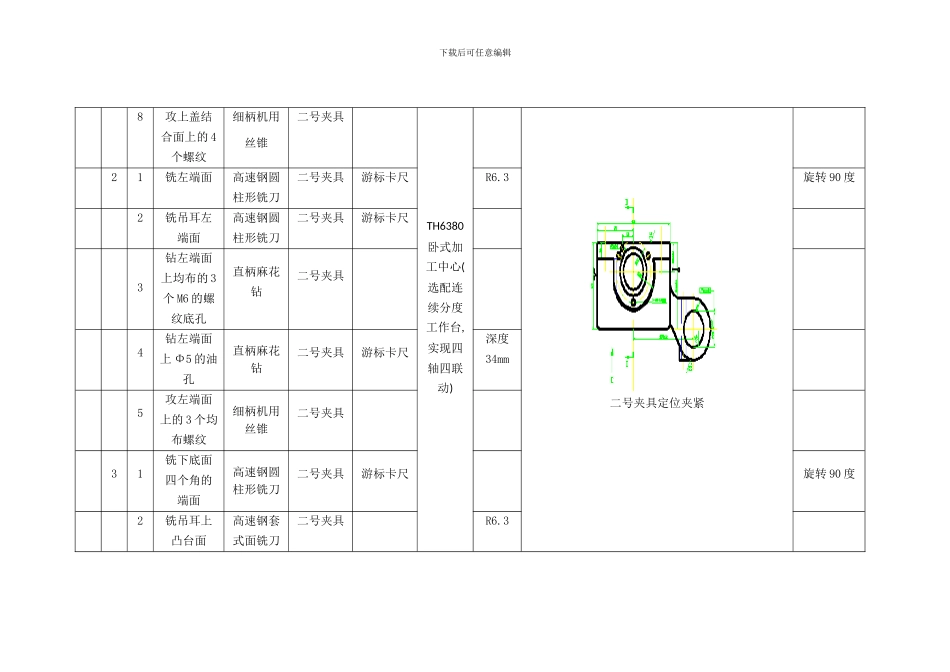
36钻上盖结合面上的 4个螺纹底孔直柄麻花钻二号夹具7钻上盖结合面上的 4个 Φ5 油孔直柄短麻花钻二号夹具游标卡尺下载后可任意编辑8攻上盖结合面上的 4个螺纹细柄机用丝锥二号夹具TH6380卧式加工中心( 选配连续分度工作台, 实现四轴四联动) 二号夹具定位夹紧21铣左端面高速钢圆柱形铣刀二号夹具游标卡尺R6
3旋转 90 度2铣吊耳左端面高速钢圆柱形铣刀二号夹具游标卡尺3钻左端面上均布的 3个 M6 的螺纹底孔直柄麻花钻二号夹具4钻左端面上 Φ5 的油孔直柄麻花钻二号夹具游标卡尺深度34mm5攻左端面上的 3 个均布螺纹细柄机用丝锥二号夹具31铣下底面四个角的端面高速钢圆柱形铣刀二号夹具游标卡尺旋转 90 度2铣吊耳上凸台面高速钢套式面铣刀二号夹具R6
3下载后可任意编辑3钻吊耳上Φ8 的销孔直