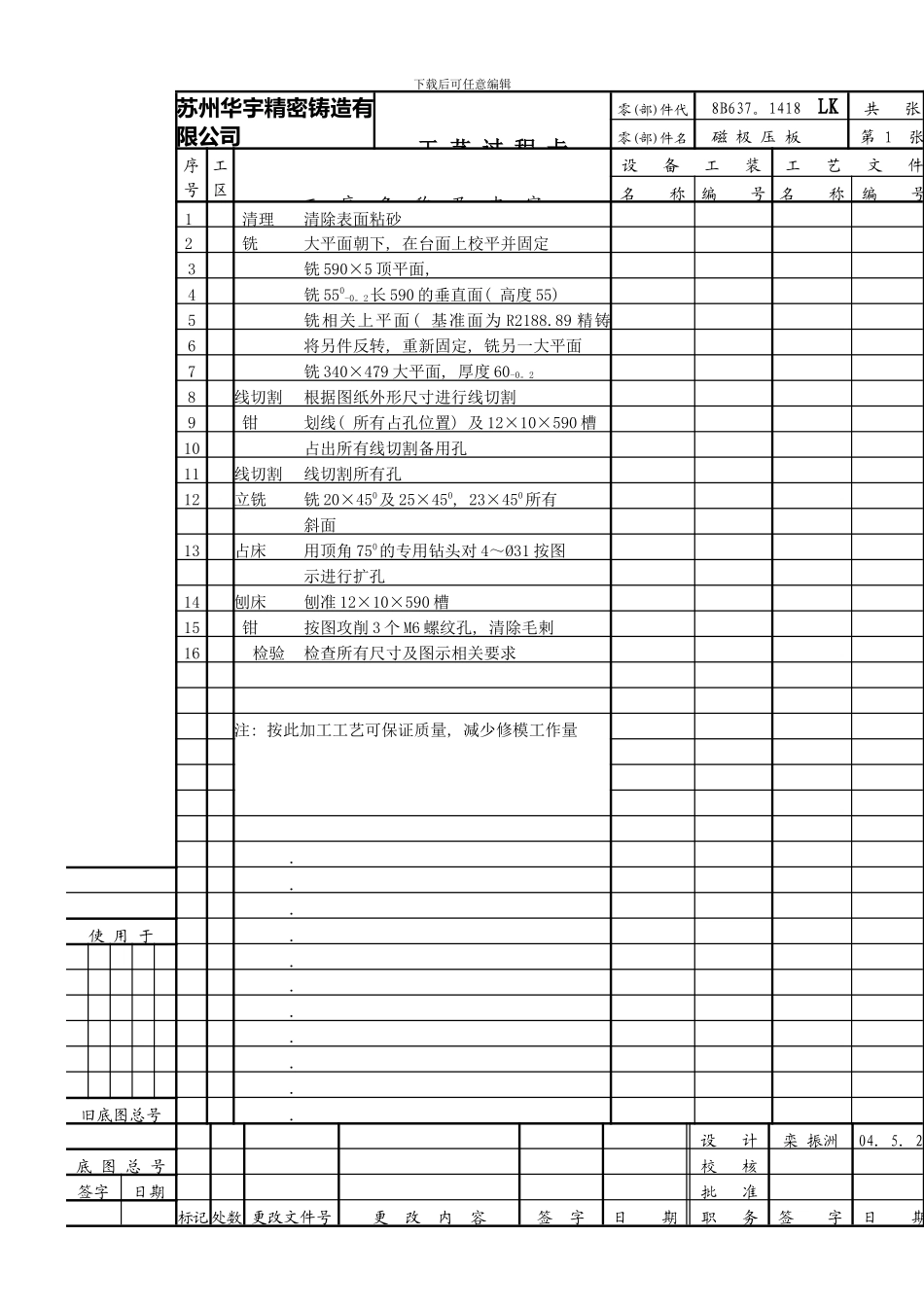
下载后可任意编辑苏州华宇精密铸造有限公司工 艺 过 程 卡零(部)件代号 8B637
1418 LK共 张零(部)件名称 磁 极 压 板第 1 张序号工区工 序 名 称 及 内 容设 备 工 装工 艺 文 件名 称编 号 名 称编 号 1清理清除表面粘砂2铣大平面朝下, 在台面上校平并固定3铣 590×5 顶平面, 4铣 550-0
2长 590 的垂直面( 高度 55) 5铣相关上平面( 基准面为 R2188
89 精铸面) 6将另件反转, 重新固定, 铣另一大平面7铣 340×479 大平面, 厚度 60-0
28线切割根据图纸外形尺寸进行线切割9钳划线( 所有占孔位置) 及 12×10×590 槽10占出所有线切割备用孔11线切割线切割所有孔12立铣铣 20×450及 25×450, 23×450所有有斜面斜面13占床用顶角 750的专用钻头对 4~Ø31 按图示进行扩孔14刨床刨准 12×10×590 槽15 钳按图攻削 3 个 M6 螺纹孔, 清除毛剌16检验检查所有尺寸及图示相关要求注: 按此加工工艺可保证质量, 减少修模工作量
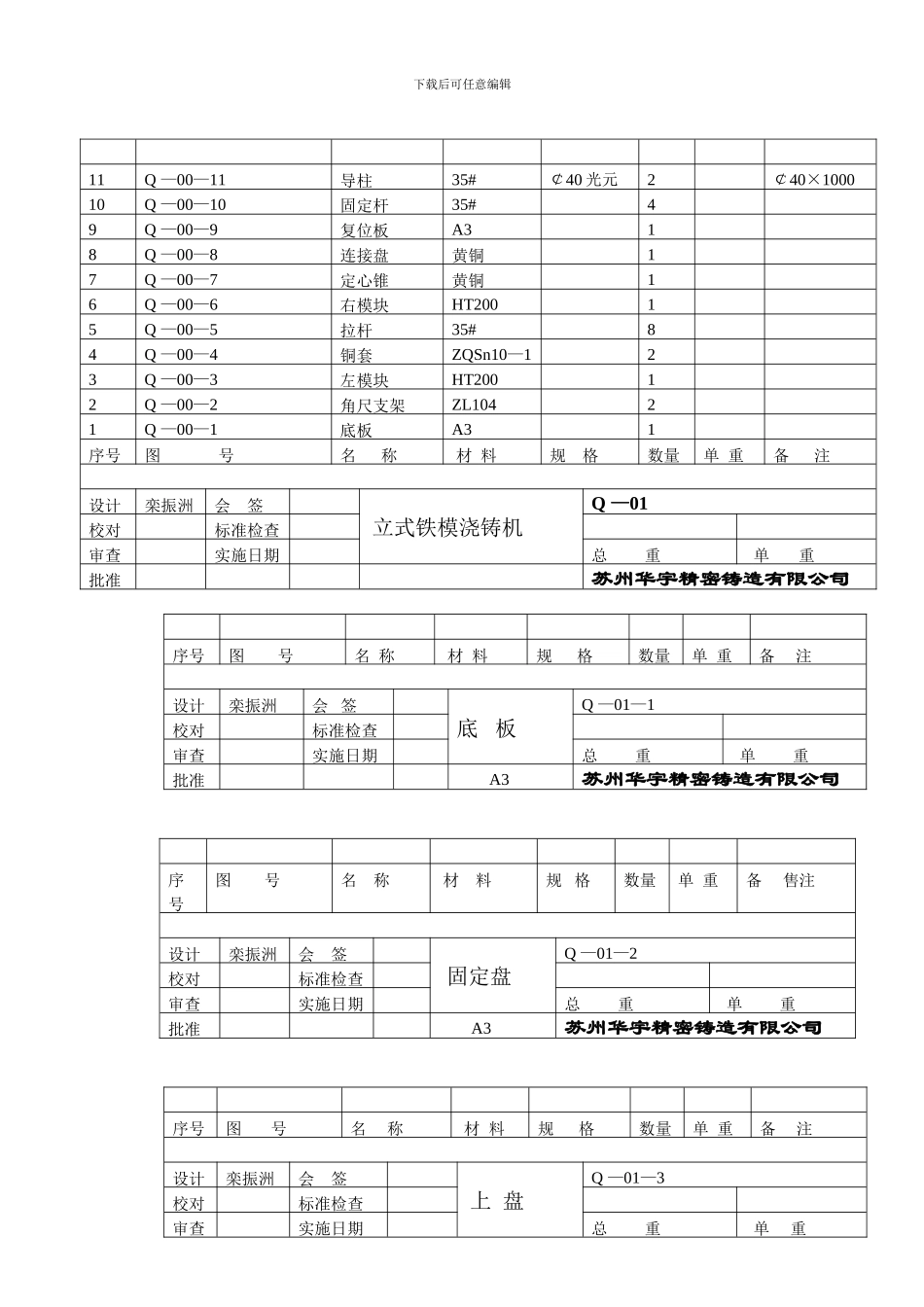
设 计栾 振洲04.5.22底 图 总 号校 核签字日期批 准标记 处数 更改文件号更 改 内 容签 字日 期职 务签 字日 期下载后可任意编辑11Q —00—11导柱35#¢40 光元2¢40×100010Q —00—10固定杆35#49Q —00—9复位板A318Q —00—8连接盘黄铜17Q —00—7定心锥黄铜16Q —00—6右模块HT20015Q —00—5拉杆35#84Q —00—4铜套ZQSn10—123Q —00—3左模块HT20012Q —00—2角尺支架ZL10421Q —00—1底板A31序号图 号名 称 材 料规 格数量单 重备 注设计栾振洲会 签