简介: 钢结构技术已在98 年被建设部颁布修改后作为“建筑业10 项新技术” 中一项
本文通过具体的工程实践,着重介绍大跨度圆管屋架的制作工艺,为施工技术管理提供一些具体经验
关键字:大跨度 屋架 圆管 焊接收缩及变形 制作工艺 相关站中站: 钢结构施工 1 .工程概况 ××××有限工程新建厂区位于苏州工业园区方洲路,由马来西亚××××咨询公司进行设计及工程咨询管理
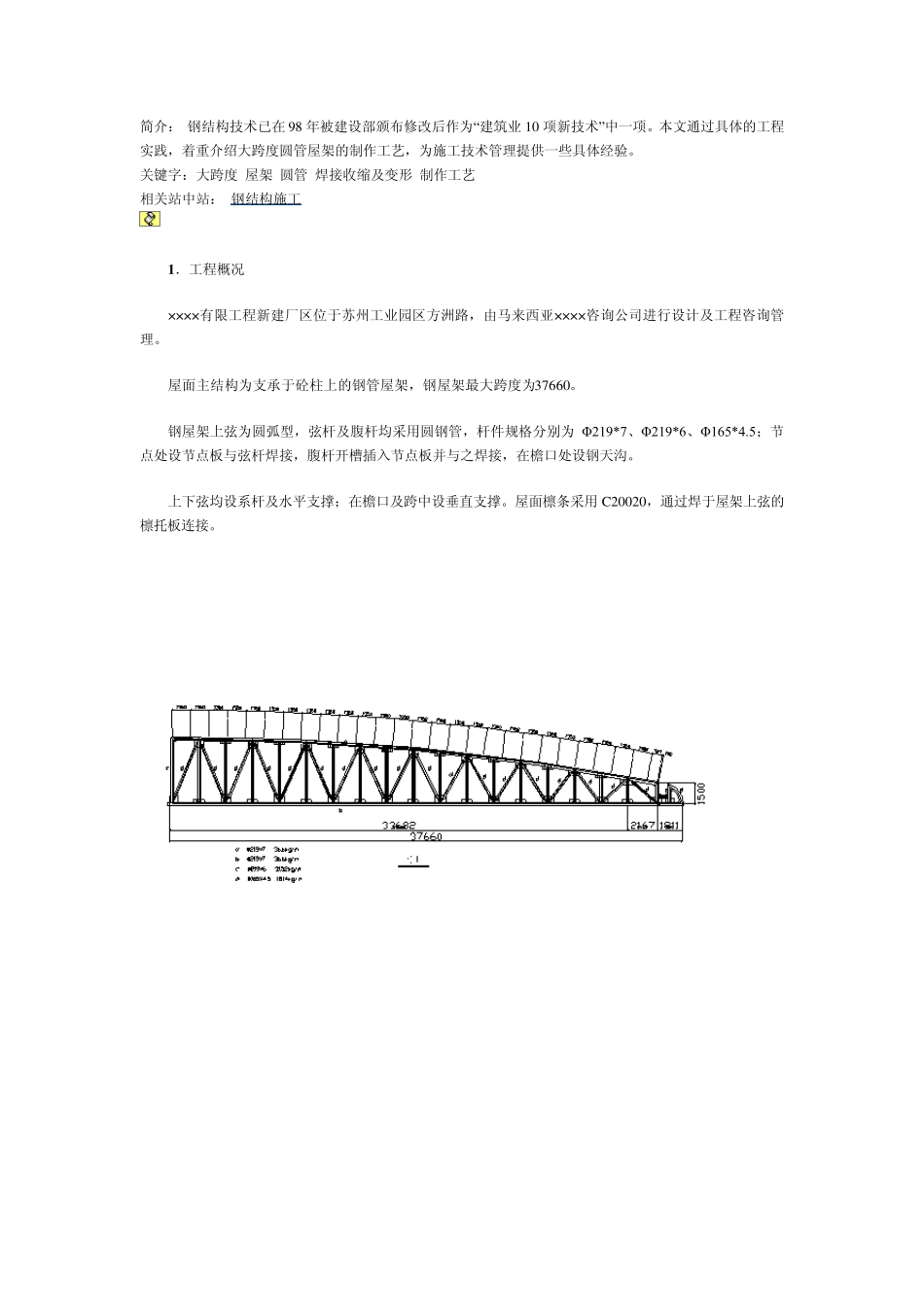
屋面主结构为支承于砼柱上的钢管屋架,钢屋架最大跨度为37660
钢屋架上弦为圆弧型,弦杆及腹杆均采用圆钢管,杆件规格分别为Φ 219*7、Φ 219*6、Φ 165*4
5;节点处设节点板与弦杆焊接,腹杆开槽插入节点板并与之焊接,在檐口处设钢天沟
上下弦均设系杆及水平支撑;在檐口及跨中设垂直支撑
屋面檩条采用C20020,通过焊于屋架上弦的檩托板连接
加工技术难点 本工程屋架加工的难点不仅在于屋架本身跨度大(为 3 7
6 6 0 米),更在于其本身的结构形式和杆件类型: (1 )屋架上弦为圆弧型,特别是檐口搁置天沟处圆弧半径仅 1
3 4 5 米,无法采用常规的机械拉弯或热弯曲方法进行加工
(2 )屋架跨度为 3 7
6 6 0 米,需按照运输单元进行分段,考虑现场拼接节点的设置位置和做法
(3 )屋架最高端的截面高度约为 5 米,会出现超宽运输
(4 )构件的焊接变形控制
(5 )屋架的起拱
难点对策 (1 )屋架上弦杆为 Φ 219*7 圆钢管,其上弦中心圆弧半径为 1 9 2 6 0 ,采用倒链结合局部加热可进行加工;屋架檐口端部处圆弧加工,经多方联系,落实了专业厂家采用低频电流加热+机械拉弯处理,加工的成品满足设计及施工要求
(2 )按照杆件现场接头应设置在受力最小处的原则,经与原设计进行协商,屋架分成3 段出厂,在现场进行拼接
接头做法分为受拉、受压、受弯 3