硅溶胶、水玻璃复合工艺规程1 编制说明本工艺规程共分三部分:第一部分:硅溶胶、水玻璃复合工艺熔模铸特点第二部分:硅溶胶、水玻璃复合工艺熔模铸工艺流程第三部分:硅溶胶、水玻璃复合工艺熔模铸工艺规程其中第三部分又分为一下四项内容:1、材料2、工艺装备3、工艺参数4、工艺要求及操作要点本工艺规程是硅溶胶、 水玻璃复合工艺熔模铸通用工艺规程,但其中某些主要参数是结合本公司实际生产而确定
本工艺规程中的不尽之处, 请参阅《产品标准工艺卡》 及《工艺技术命令表》硅溶胶、水玻璃复合工艺规程2 溶解熔芯硅溶胶、水玻璃复合精铸工艺规程一、 特点1、硅溶胶、水玻璃型壳采用面层和过度层恒温恒湿制壳,被层采用化学硬化法,能使型壳迅速硬化而建立湿强度,故工艺周期短、工时消耗少、生产效率高
2、水波离价廉易购,货源充足,其价格仅相当于其他两种粘结剂的1/20 ~1/30
3、水玻璃性能稳定,耐火材料对涂料的稳定性影响小,制壳过程中对生产现场的温湿度的要求也不象其他粘结剂那样严格
4、水玻璃型壳熔模铸型选的主要问题是铸件尺寸精度较低,表面质量较差,难以满足外观质量高的要求,用硅溶胶工艺做面层和过度层可以很好的互补各自的优缺点,即减低成本又能提高外观质量
5、硅溶胶、水玻璃复合工艺熔模铸选适用于精铸不锈钢、碳钢、合金钢、球铁、铝合金等精铸件
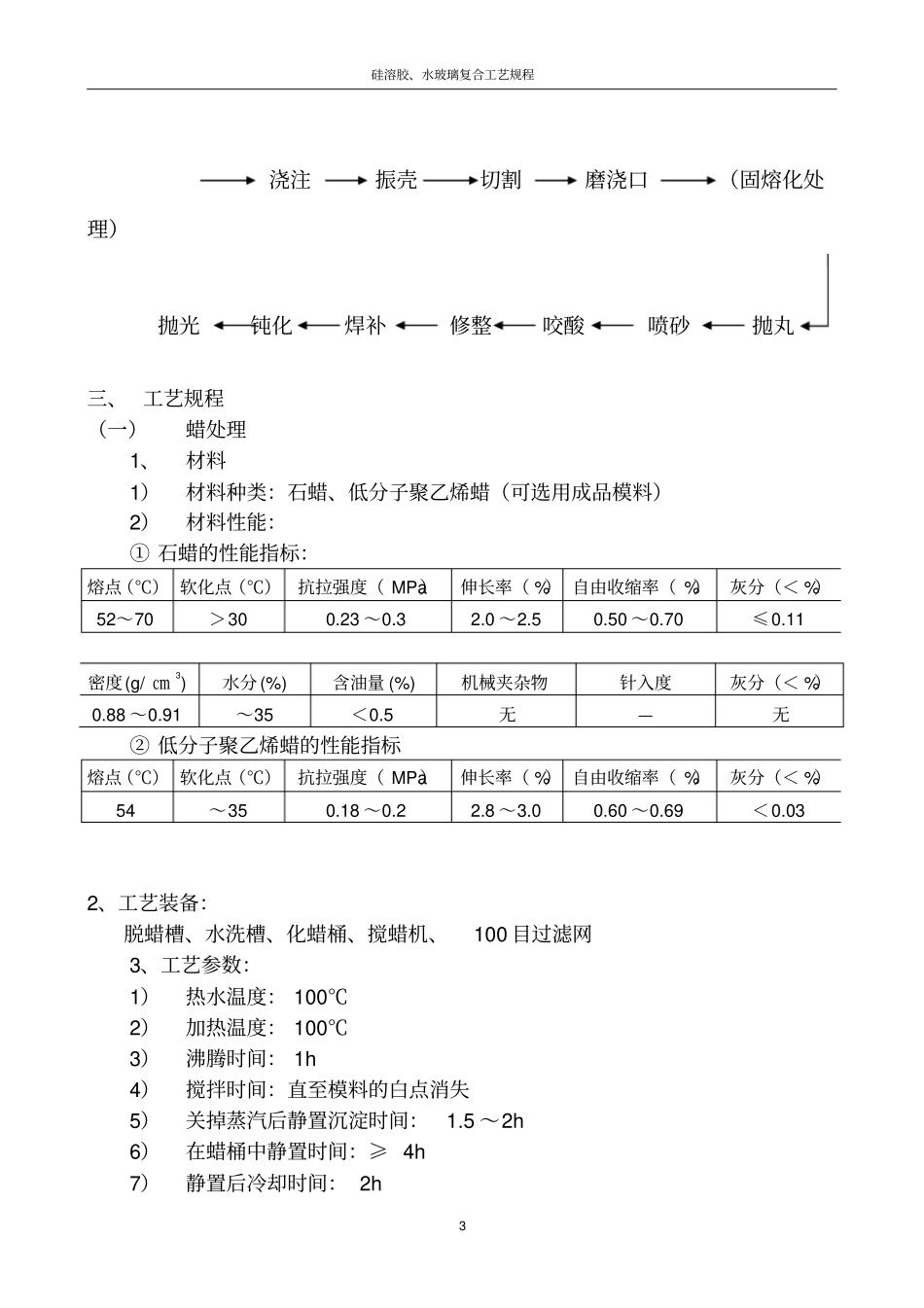
二、 1 、碳钢工艺流程` 2、不锈钢工艺流程:蜡处理射蜡修蜡组树清洗焙烧脱蜡制壳蜡处理压蜡熔芯压模头修蜡蜡检组树清洗制壳脱蜡焙烧浇注振壳切割抛丸精喷检验焊补整修检验入库硅溶胶、水玻璃复合工艺规程3 浇注振壳切割磨浇口(固熔化处理)抛光钝化焊补修整咬酸喷砂抛丸三、 工艺规程(一)蜡处理1、材料1)材料种类:石蜡、低分子聚乙烯蜡(可选用成品模料)2)材料性能:① 石蜡的性能指标:熔点(℃) 软化点(℃)抗拉强度( MPa)伸长率( %) 自由收缩率( %)灰分(< %