******有限公司文件名称磨光 QC 作业指导书文件编号WI-PG-096 版本B 生效日期2018
20 页次1/2 1
0 目的为了统一磨光产品检验标准,指导QC 全检检验作业,从而确保产品质量
0 范围适用于磨光车间加工检验时的质量控制工作
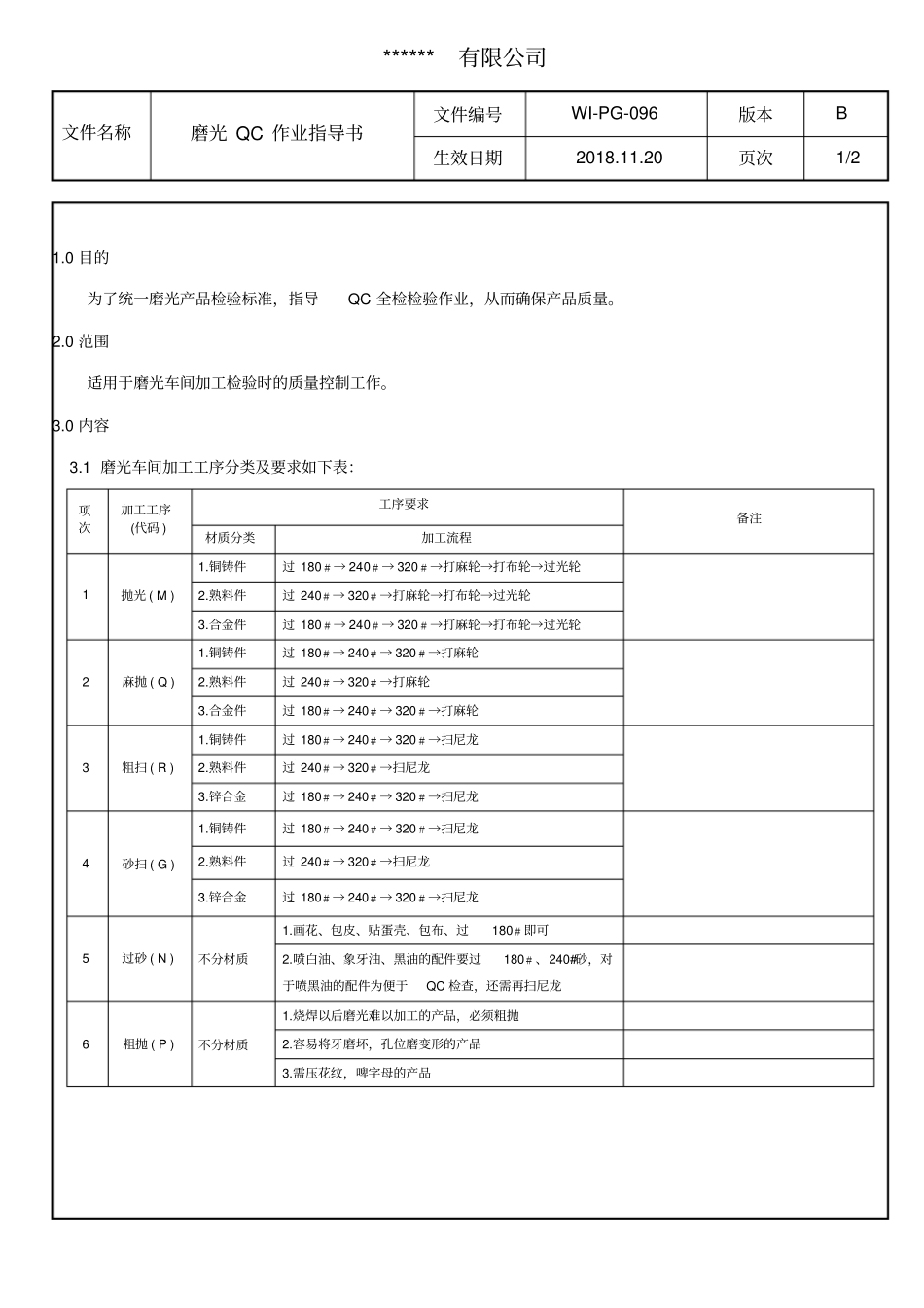
1 磨光车间加工工序分类及要求如下表:项次加工工序(代码 ) 工序要求备注材质分类加工流程1 抛光 ( M ) 1
铜铸件过 180﹟→ 240﹟→ 320﹟→打麻轮→打布轮→过光轮2
熟料件过 240﹟→ 320﹟→打麻轮→打布轮→过光轮3
合金件过 180﹟→ 240﹟→ 320﹟→打麻轮→打布轮→过光轮2 麻抛 ( Q ) 1
铜铸件过 180﹟→ 240﹟→ 320﹟→打麻轮2
熟料件过 240﹟→ 320﹟→打麻轮3
合金件过 180﹟→ 240﹟→ 320﹟→打麻轮3 粗扫 ( R ) 1
铜铸件过 180﹟→ 240﹟→ 320﹟→扫尼龙2
熟料件过 240﹟→ 320﹟→扫尼龙3
锌合金过 180﹟→ 240﹟→ 320﹟→扫尼龙4 砂扫 ( G ) 1
铜铸件过 180﹟→ 240﹟→ 320﹟→扫尼龙2
熟料件过 240﹟→ 320﹟→扫尼龙3
锌合金过 180﹟→ 240﹟→ 320﹟→扫尼龙5 过砂 ( N ) 不分材质1
画花、包皮、贴蛋壳、包布、过180﹟即可2
喷白油、象牙油、黑油的配件要过180﹟、240#砂,对于喷黑油的配件为便于QC 检查,还需再扫尼龙6 粗抛 ( P ) 不分材质1
烧焊以后磨光难以加工的产品,必须粗抛2
容易将牙磨坏,孔位磨变形的产品3
需压花纹,啤字母的产品******有限公司文件名称磨光 QC 作业指导书文件编号WI-PG-096 版本B 生效日期2018
20 页次2/2 3
2 磨光 QC 检验流程及要求:3
1 车间在产品加工好