下载后可任意编辑生产计划运作管理流程12024 年 4 月 19 日生产计划运作管理流程一、组织架构二
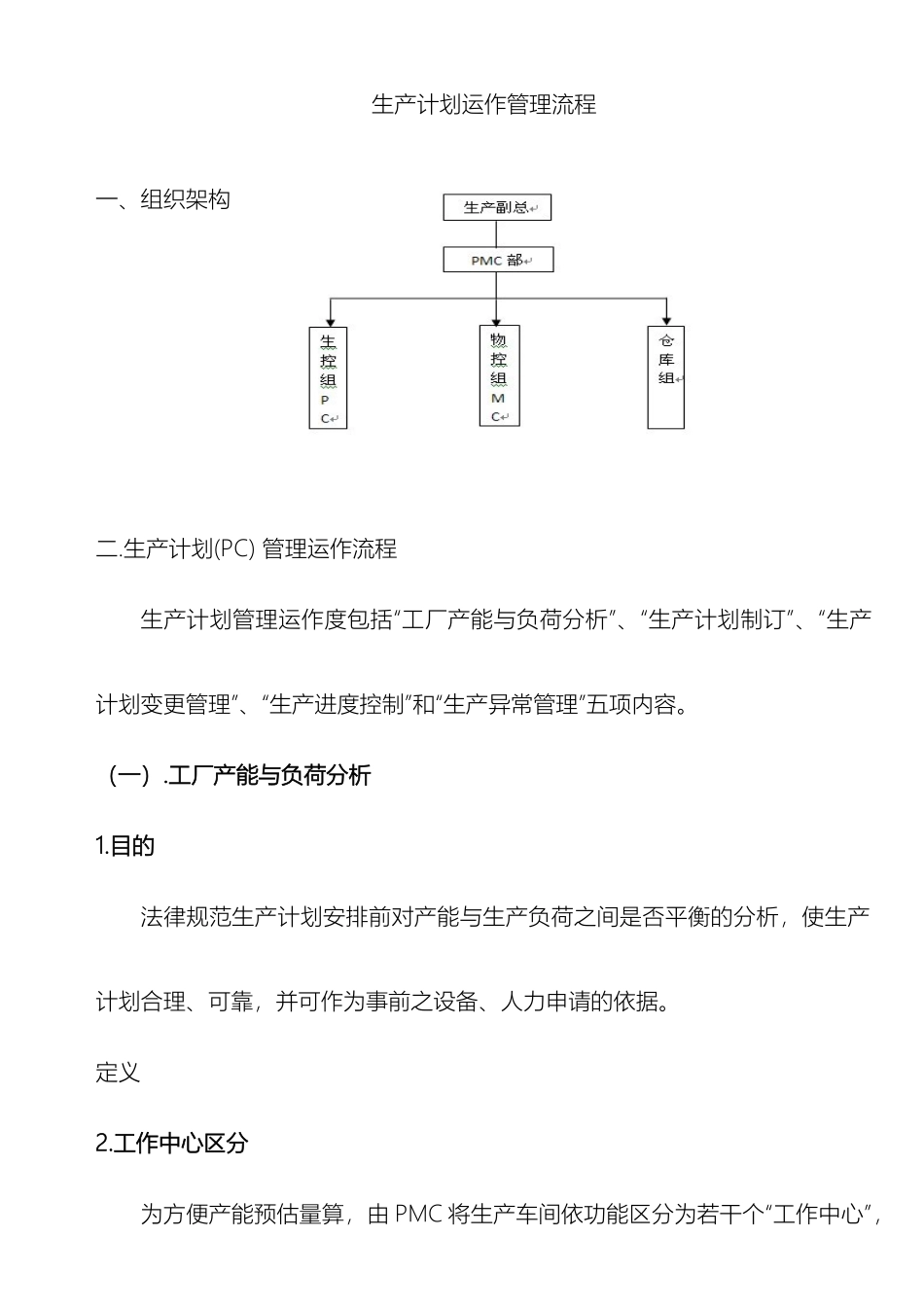
生产计划(PC) 管理运作流程生产计划管理运作度包括“工厂产能与负荷分析”、“生产计划制订”、“生产计划变更管理”、“生产进度控制”和“生产异常管理”五项内容
工厂产能与负荷分析1
目的法律规范生产计划安排前对产能与生产负荷之间是否平衡的分析,使生产计划合理、可靠,并可作为事前之设备、人力申请的依据
工作中心区分为方便产能预估量算,由 PMC 将生产车间依功能区分为若干个“工作中心”,下载后可任意编辑作为产能与负荷的管制单位
按工厂现有的部门划分,把五金拉丝、成型、点焊、抛光,木制品开料、成型、喷漆,装配部组装、包装,后段部组装、包装、电镀各个大工段的人员和操作方法相同的一组设备作为一个工作中心进行产能的规划与评估
产能与负荷分析管制表PMC 将各个工作中心每个月的产能与负荷分别换算成相同的可比单位,五金和后段以产值评估、木制品以难易程度和配件数量并折算出工时,以比较分析当月的生产能力与生产任务之间是否平衡
此表即称为《产能与负荷分析管制表》4
产能与负荷预估分析4-1
产能预估分析月份产能预估在每月 20 日前,PMC 依各工作中心分别填写下月(或下周)产能状况
正常产能,指一个月或一周依公司规定正常上班的总时间内的产能状况,在表格中依次填入可安排工作天数、可出勤人数、可使用设备数、每日班次、工作32024 年 4 月 19 日下载后可任意编辑时间
计算公式:设备产能时间=每日正常上班时间×每日班次×可安排工作天数×可使用设备数人力产能时间=每日正常上班时间×每日班次×可安排工作天数×每班人数4-2
负荷预估分析月份负荷预估分析在每月 20 日前, PMC 根据订单状况,依据各工作中心分别填写负荷状况
负荷工时=生产预定量×标准工时合计负荷工时为各批