下载后可任意编辑逆变脉冲熔化极气体保护焊机的工艺特性下载后可任意编辑1.引言: 众所周知, 脉冲电流熔化极气体保护焊是在一定平均电流下, 焊接电源的输出电流以一定的频率和幅值变化来控制熔滴有节奏的过渡到熔池; 可在平均电流小于临界电流值的条件下获得射流( 射滴) 过渡, 稳定地实现一个脉冲过渡一个( 或多个) 熔滴的理想状态—熔滴过渡无飞溅
并具有较宽的电流调节范围, 适合板厚 δ≥1
0mm 工件的全位置焊接, 特别对那些热敏感性较强的材料, 可有效地控制热输入量, 改进接头性能
由于脉冲电弧具有较强的熔池搅拌作用, 能够改变熔池冶金性能, 有利于消除气孔, 未熔合等焊接缺陷
唐山松下引进开发的 YD-350/500AG2 型逆变式脉冲电流熔化极气体保护焊机, 是根据以上工艺要求精心设计的
该机内置微电脑波形控制装置, 实现了脉冲模式( 脉冲焊接时的电流控制) 和 DIP 模式( 短路过渡时的电流波形控制) 相组合的最佳匹配, 可适用 MIG/MAG/CO2气体保护焊, 可焊接不锈钢、 铝及铝合金、 低合金钢、 碳钢、 铜和铜合金等金属材料
2.微电脑焊接波形控制模式2
1”有”脉冲模式—微电脑专家系统控制电弧电压和平均焊接电流( 送丝速度) 的变化, 自动调整脉冲频率以适应熔滴过渡的变化
脉冲电流、 基值电流、 脉冲上升时间、 脉冲下降时间和脉冲频率五项脉冲工艺参数自动寻找最佳工下载后可任意编辑艺参数值, 匹配组合成优化效果
2”无”脉冲模式( 波形控制模式) —在不选择脉冲电流焊接时, 微电脑从400 万种内置的焊接波形中选取最佳焊接条件, 控制精度高, 电弧稳定性强, 最大程度地减少了焊接过程中的飞溅
3 上述两种模式转换开关设在遥控盒上, 便于操作
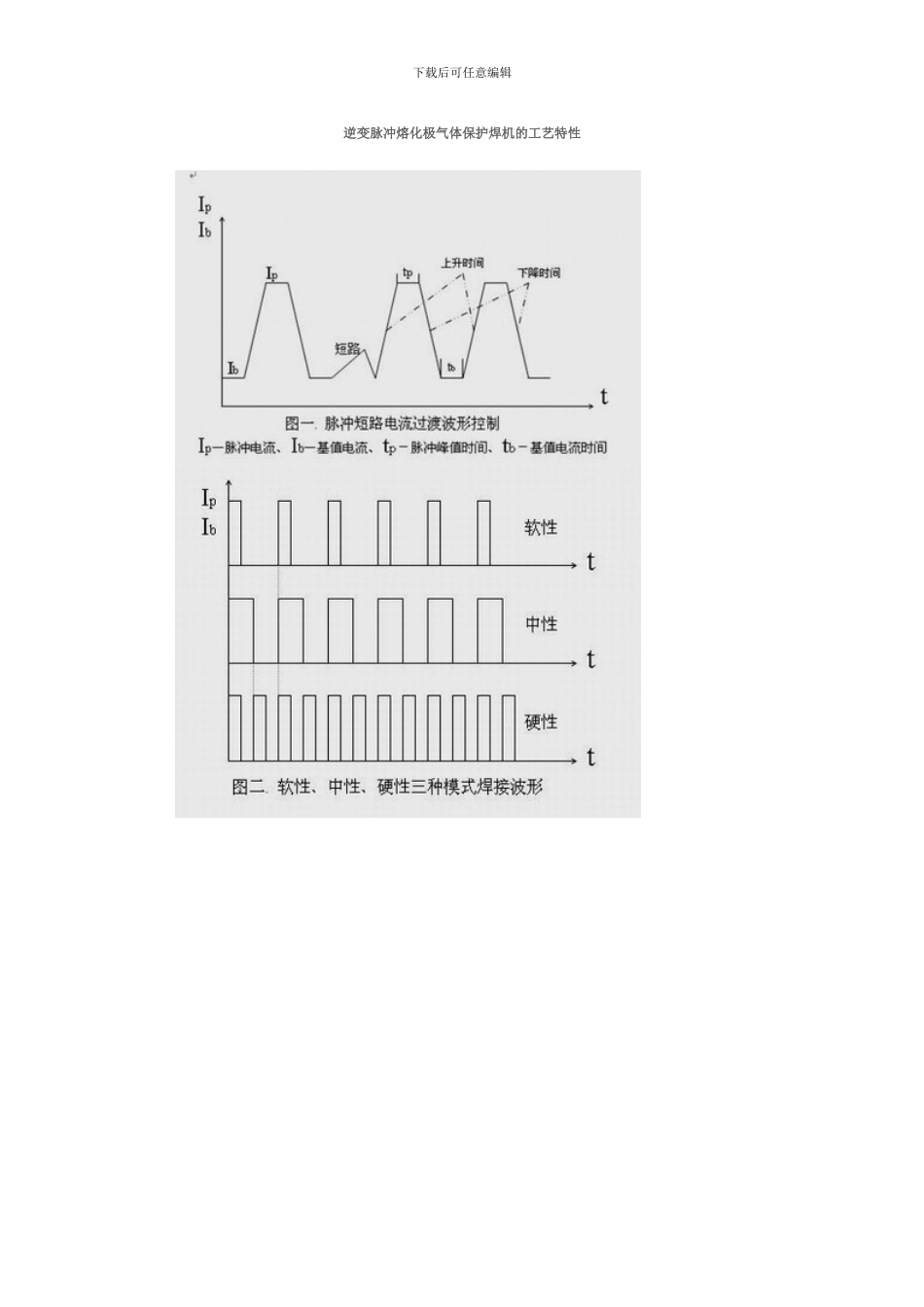
4 当脉冲电流输出的时候假如发生短路( 焊丝与母材) 现象, 在微电脑控制下优先使短路开放, 然后再输