下载后可任意编辑韩二工程焊接技术措施及要求1下载后可任意编辑韩二工程钢筋焊接技术措施一.编制依据: 《钢筋焊接及验收法律规范》JGJ18-96
二.适用范围: 韩二电厂工程各单位工程的钢筋焊接, 包括钢筋的闪光对焊、 钢筋的手工电弧焊及予埋铁件的焊接
三. 人员资质: 凡进行闪光对焊、 手工电弧焊及埋弧压力焊的焊工均应考试合格, 持证上岗, 未有焊工合格证者严禁进行焊接
焊工在正式工作前应进行是试焊, 试焊合格后方可进行焊接作业
四. 焊接设备1
逆变焊机 18 台2
弧焊发电机焊机 15 台3
沟通焊机 20 台4
闪光对焊机 3 台五
钢筋的焊接1
钢筋的闪光对焊工艺及准备1
1 闪光对焊根据焊机容量, 焊接Ⅱ级钢筋的直径宜在 14~36mm 之间
闪光对焊时调伸长度, 烧化留量, 顶锻留量以及变压器级数等焊接参数
3 调伸长度应随着钢筋级别的提高和钢筋直径的加大而增长, 当焊接Ⅱ、 Ⅲ级钢筋时, 调伸长度宜在 40~60mm 内选用
4 连续闪光焊接时, 烧化过程应较长, 烧化留量应等于两根钢筋在断料时切断机刀口严重压伤部分( 包括端面的不平整度) 再加 8mm
5 顶锻留量应为 4~10mm, 并应随钢筋直径的增大和钢筋级别的提高而增加
6 需要预热时, 宜采纳电阻预热法
预热留量应为 1~2mm, 预热次数应为 1~4 次, 每次预热时间应为 1
5~2s, 间歇时间应为 3~4s
7 闪光对焊焊缝外观要求: a 接头处不得有横向裂纹
b 与电极接触处的钢筋表面不得有明显烧伤
c 接头处的弯折角度不得大于 4°
接头处的轴线偏移, 不得大于钢筋直径的 0
1 倍, 且不得大于2下载后可任意编辑2mm
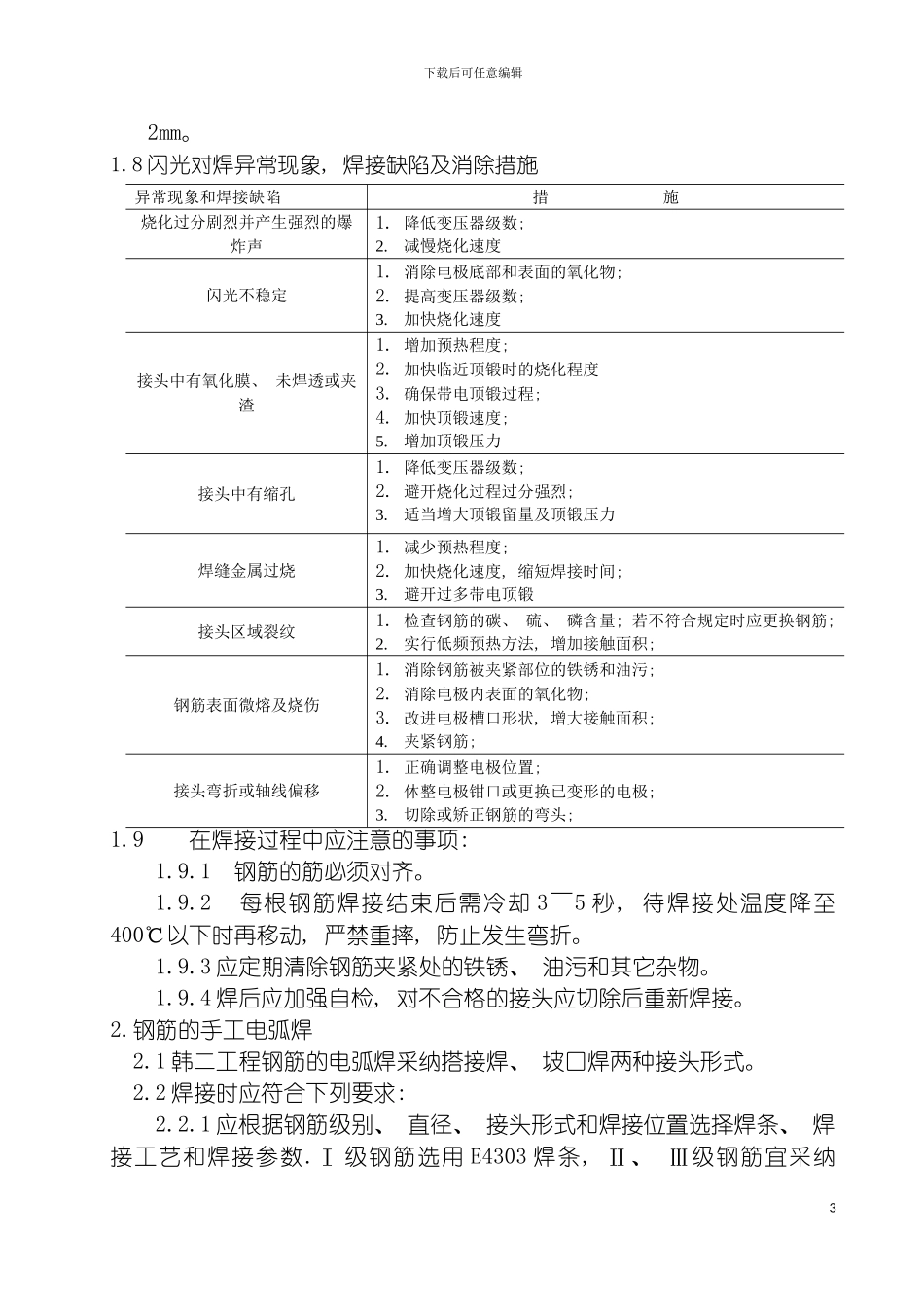
8 闪光对焊异常现象, 焊接缺陷及消除措施异常现象和焊接缺陷措 施烧化过分剧烈并产生强烈的爆炸声1
降低变压器级