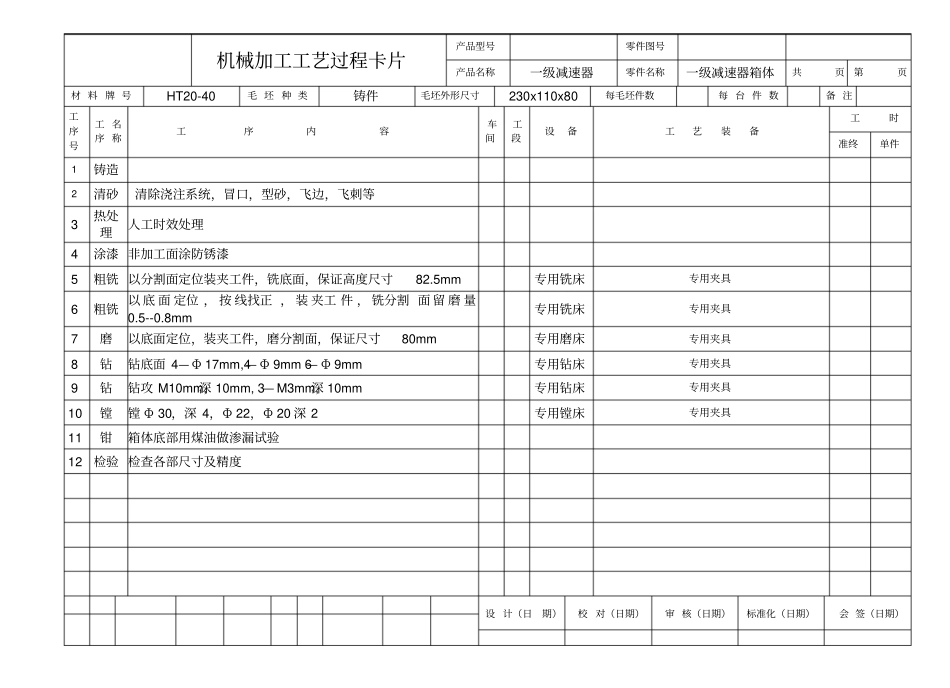
机械加工工艺过程卡片产品型号零件图号产品名称一级减速器零件名称一级减速器箱体共页第页材 料 牌 号HT20-40 毛 坯 种 类铸件毛坯外形尺寸230x110x80 每毛坯件数每 台 件 数备 注工序号工 名序 称工序内容车间工段设备工艺装备工时准终单件1 铸造2 清砂清除浇注系统,冒口,型砂,飞边,飞刺等3 热处理人工时效处理4 涂漆 非加工面涂防锈漆5 粗铣 以分割面定位装夹工件,铣底面,保证高度尺寸82
5mm 专用铣床专用夹具6 粗铣 以 底 面 定位 , 按 线找正 , 装 夹工 件 , 铣分割 面 留 磨 量0
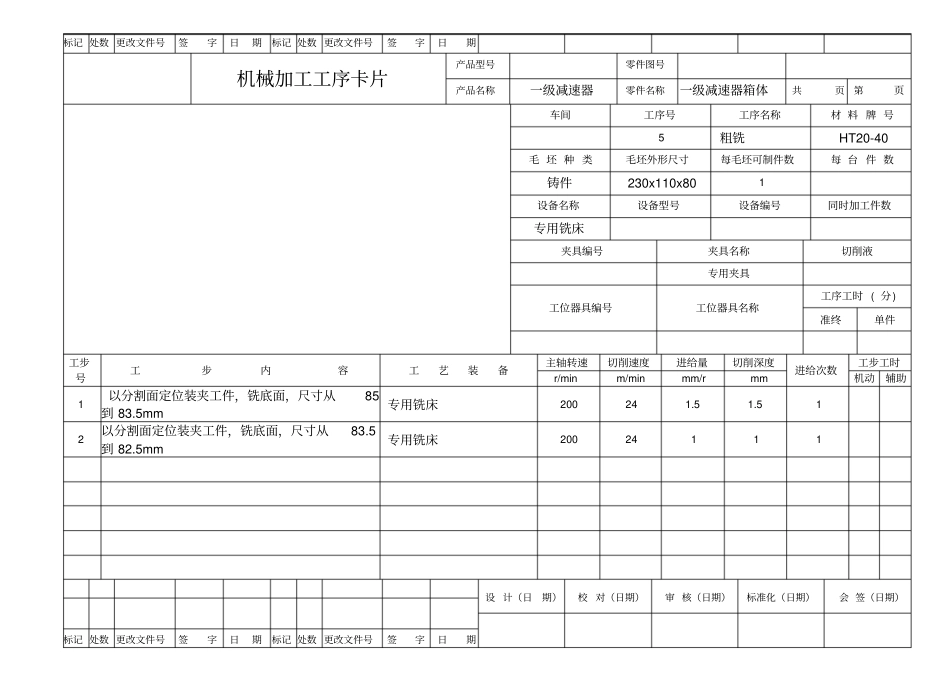
8mm 专用铣床专用夹具7 磨以底面定位,装夹工件,磨分割面,保证尺寸80mm 专用磨床专用夹具8 钻钻底面 4— Φ 17mm,4— Φ 9mm 6— Φ 9mm 专用钻床专用夹具9 钻钻攻 M10mm,深 10mm, 3— M3mm,深 10mm 专用钻床专用夹具10 镗镗 Φ 30,深 4,Φ 22,Φ 20 深 2 专用镗床专用夹具11 钳箱体底部用煤油做渗漏试验12 检验 检查各部尺寸及精度设 计(日期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)标记 处数 更改文件号签字日期标记 处数 更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称一级减速器零件名称一级减速器箱体共页第页车间工序号工序名称材 料 牌 号5 粗铣HT20-40毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件230x110x801 设备名称设备型号设备编号同时加工件数专用铣床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 ( 分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以分割面定位装夹工件,铣底面,尺寸从85到 83
5mm专用铣床