MoldflowAnalysisReportMoldflowAnalysisReportPage1广州联源科技有限公司深圳办事处/ArthurChenArthurChen2003
5MoldflowMoldflow模流分析報告模流分析報告33P2256H15747A33P2256H15747AArthurChen2003
5MoldflowAnalysisReportMoldflowAnalysisReportPage2广州联源科技有限公司深圳办事处/ArthurChenArthurChen2003
5內容提要1
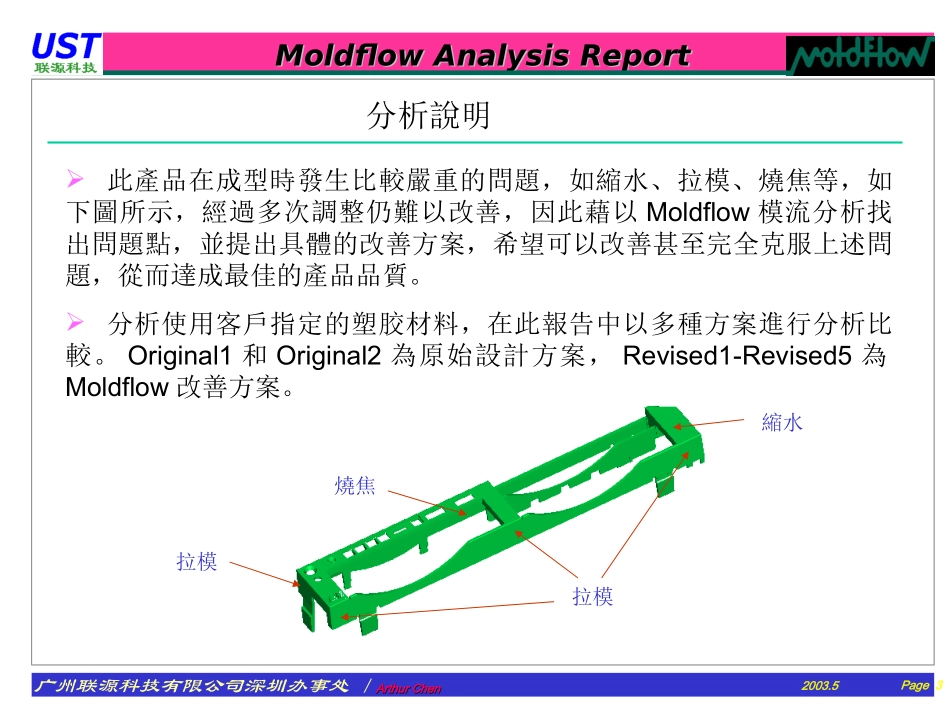
分析說明--------------------------------------------------------------------------32
塑膠材料介紹--------------------------------------------------------------------------43
產品模型介紹--------------------------------------------------------------------------54
原始方案澆注系統設計--------------------------------------------------------------------------65
原始方案冷卻系統設計--------------------------------------------------------------------------76
原始方案基本成型條件--------------------------------------------------------------------------87
原始方案分析結果------------------------