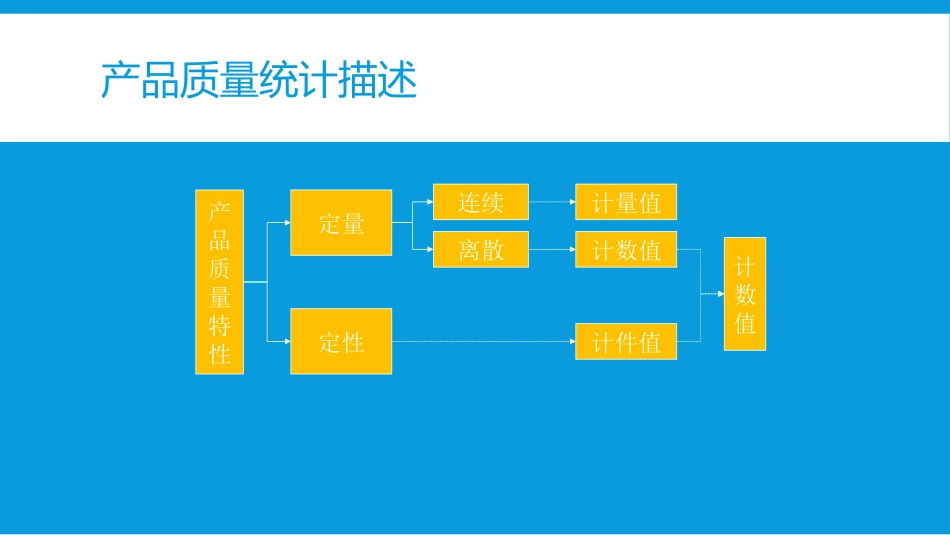
SPC简明培训教程持续改进及统计过程控制概述SPC基础计数型数据控制图产品质量统计描述产品质量特性定性定量连续离散计量值计数值计件值计数值概念-变异误差=X-X0偶然性误差:误差大小和方向的变化是随机的
系统性误差:误差大小和方向的变化保持不变或按一定规律变化
过程控制中常用精度精度这个概念来反映质量的波动(变异)程度
概念-精度精度又可分为:准确度(Accuracy):反映系统误差的影响程度;精密度(Precision):反映偶然误差的影响程度;精确度(Uncertainty):反映系统误差和偶然误差综合的影响程度准确度好精密度好系统误差小偶然误差小准确度差精密度高系统误差大偶然误差小准确度高精密度差系统误差小偶然误差大准确度差精密度差系统误差大偶然误差大概念-精度持续改进及统计过程控制1
预防与检测2
过程控制系统3
变差:普通原因及特殊原因4
局部措施和对系统采取措施5
过程控制和过程能力6
过程改进循环及过程控制7
控制图:过程控制工具8
控制图的益处持续改进及统计过程控制—检测与预防过程控制的需要:检测—容忍浪费预防—避免浪费持续改进及统计过程控制—过程控制系统我们工作的方式资源的融合产品或服务顾客识别不断变化的需求和期望顾客的声音人设备材料方法环境输入过程/系统输出过程的声音统计方法有反馈的过程控制系统模型有反馈的过程控制系统模型持续改进及统计过程控制—变差的普通原因及特殊原因SPC的基础SPC(StatisticalProcessControl)统计过程控制:利用统计技术对过程中的各个阶段进行监控,从而得到保证产品质量的目的
二十世纪二十年代美国休哈特(W
Shewhart)首创过程控制(ProcessControl)理论极其监控过程的工具—控制图(ControlChart)形成SPC的基础,后扩展到任何可以