1欢迎下载聚烯烃管材挤出生产工艺管理规定1 目的为了对聚烯烃管材的生产工艺和过程进行有效监控,提高管材挤出生产工艺的科学性和合理性,促进聚烯烃管材各机台稳定生产,特制定本规定
2 部门工艺管理组织架构和人员职能分工2
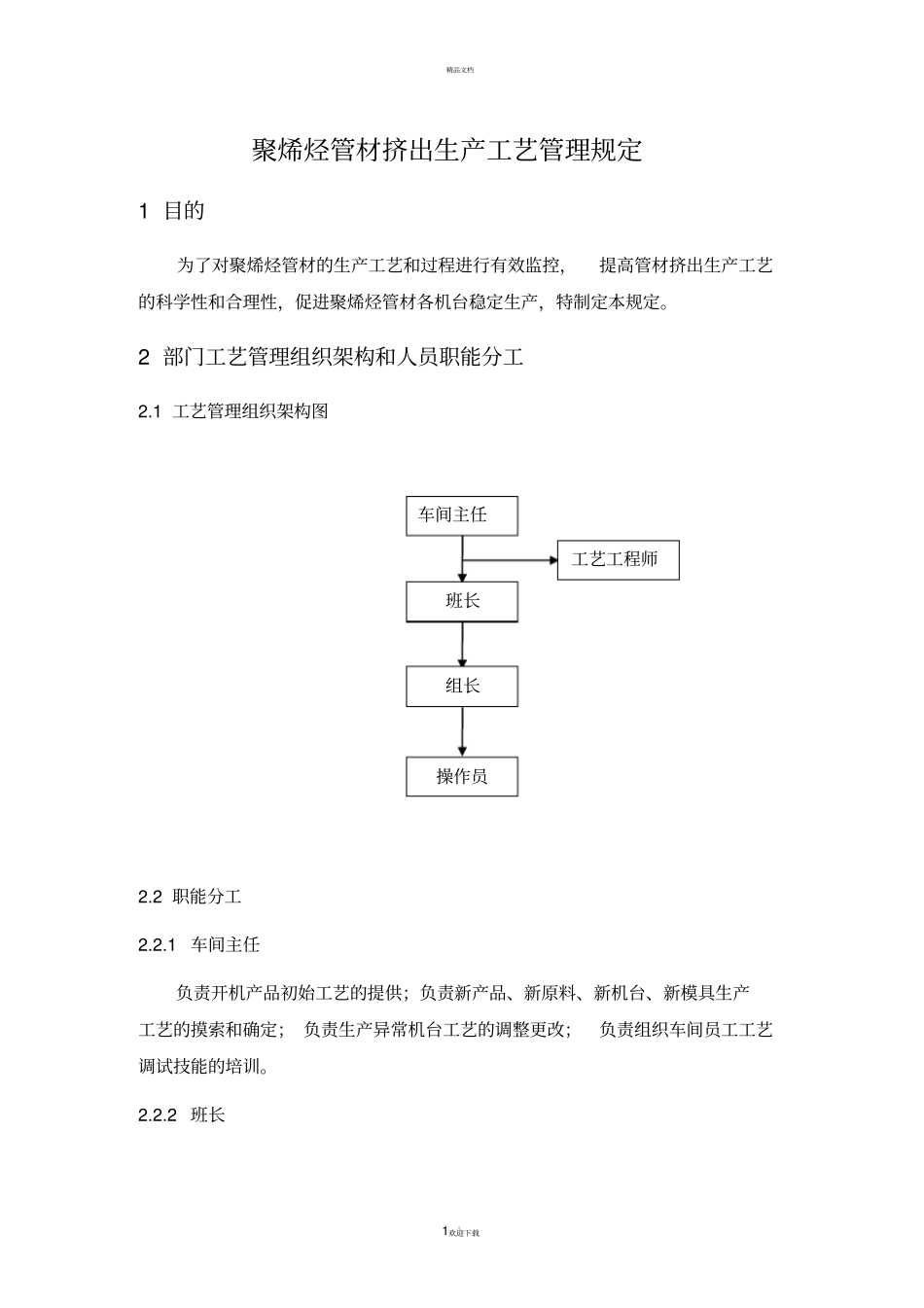
1 工艺管理组织架构图2
2 职能分工2
1 车间主任负责开机产品初始工艺的提供;负责新产品、新原料、新机台、新模具生产工艺的摸索和确定; 负责生产异常机台工艺的调整更改;负责组织车间员工工艺调试技能的培训
2 班长车间主任班长组长操作员工艺工程师精品文档
2欢迎下载负责不稳定机台在技工的能力或权限范围内无法调好的机台的工艺调试;负责对本班生产工艺制度的执行情况进行监督落实;负责本班技工工艺水平的传帮带工作;负责本班工艺记录等记录表单的收集和上交工作
3 技工负责在技工权限范围内对所管辖机台生产不稳定情况进行调试;具体落实各机台生产工艺制度的执行
4 操作工负责在生产不稳定时, 在操作工权限范围内对机台工艺进行调试;严格按照相关工艺制度,对生产工艺如实进行记录
5 工艺工程师负责对车间的工艺记录表单进行整理归档;负责及时将每天的生产工艺输入到数据库中;负责工艺数据库的日常管理工作
3 工艺设定的一般原则及权限划分3
1 工艺设定的一般原则聚烯烃管道产品主要分 PE、PP-R和 PE-RT 三大类,三种原料均为 C、H元素为主的高分子聚合物,具有较好的热稳定性,加工性能相对比较稳定
聚烯烃管材工艺设定原则如下:3
1 加工温度聚烯烃材料的加工性能总体较好,且热稳定性较理想, 其加工温度范围相对较宽,通常可在 170 ℃-240 ℃之间
挤出生产线上的加工温度可大致分为料筒温度和模具温度两类,设定原则分别如下:3
1料筒温度原料的塑化热量主要来自于料筒外部加热器热量和螺杆剪切产生的摩擦热量,由于原料从进入