成型系统介绍玻璃的成型方法•玻璃生产成型总体上分:人工成型和机械成型
•非平板玻璃生产主要方法有:拉制法、吹制法、压制法、浇铸法、离心法、烧结法等
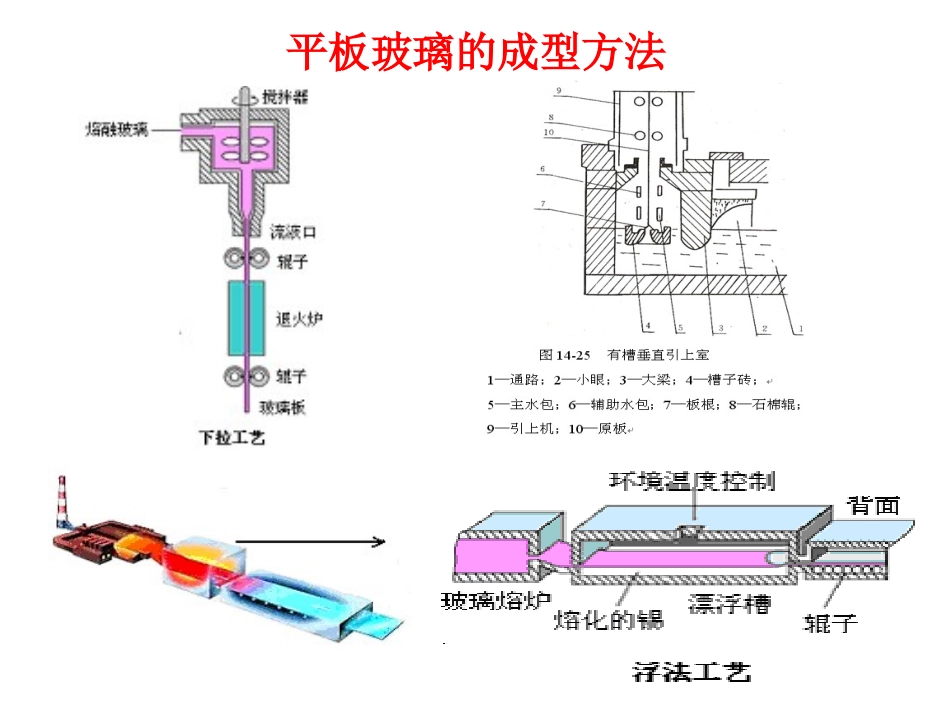
•平板玻璃生产方法主要有:垂直引上法、平拉法、浮法、狭缝引下法、溢流法、垂直引下法等
•旭飞项目的成型方法采用的是溢流成型法
平板玻璃的成型方法成型设备说明•旭飞公司的成型设备为64英寸溢流砖成型设备,用于生产5代及5代以下主动阵列液晶显示器TFT-LCD用玻璃基材
采用熔融溢流技术,该技术核心是采用一长条型的斜槽(溢流砖),将熔融的玻璃膏输送到长条型斜槽内,待该蓄玻璃膏槽充满后由顶部溢流而出,溢流过耐火材料的顶端就分流成两股,流向耐火材料的底端,而在耐火材料的底端再结合成单片玻璃片,再拉成厚度介于0
7mm的超薄平板玻璃
成型的工艺流程成型设备主要参数•马弗炉和溢流砖温度控制精度:±0
马弗炉横向温度控制精度:±0
马弗炉内可达到的最高温度:1400℃
溢流砖的最大净宽:约1630mm
•退火炉依据实际生产情况,退火炉内的玻璃温度约为1100℃~500℃
温度控制精度:±1
断面温度的均匀性控制精度:±1
退火炉内有4对辊子
成型设备主要参数•拉引机速度范围:约1~3
5m/min
在3000转/分的情况下,静态控制精度为0
电机在3000转/分和不变的速度下,实际运转精度在0
拉引机适应的板宽范围:(约)1100mm~1400mm
•退火炉末端设备主要参数玻璃切割机:切割精度±1
5mm,划线精度±1
0mm,划线速度200~300mm/sec垂直划线掰断系统:切割精度±1
5mm,划线精度±1
0mm,划线速度200~300mm/sec成型设备组成•1马弗炉•2定形炉•3悬吊移载装置•4拉边机•5退火炉成型的技术特点•透过本设备熔融溢流技术(Fusi